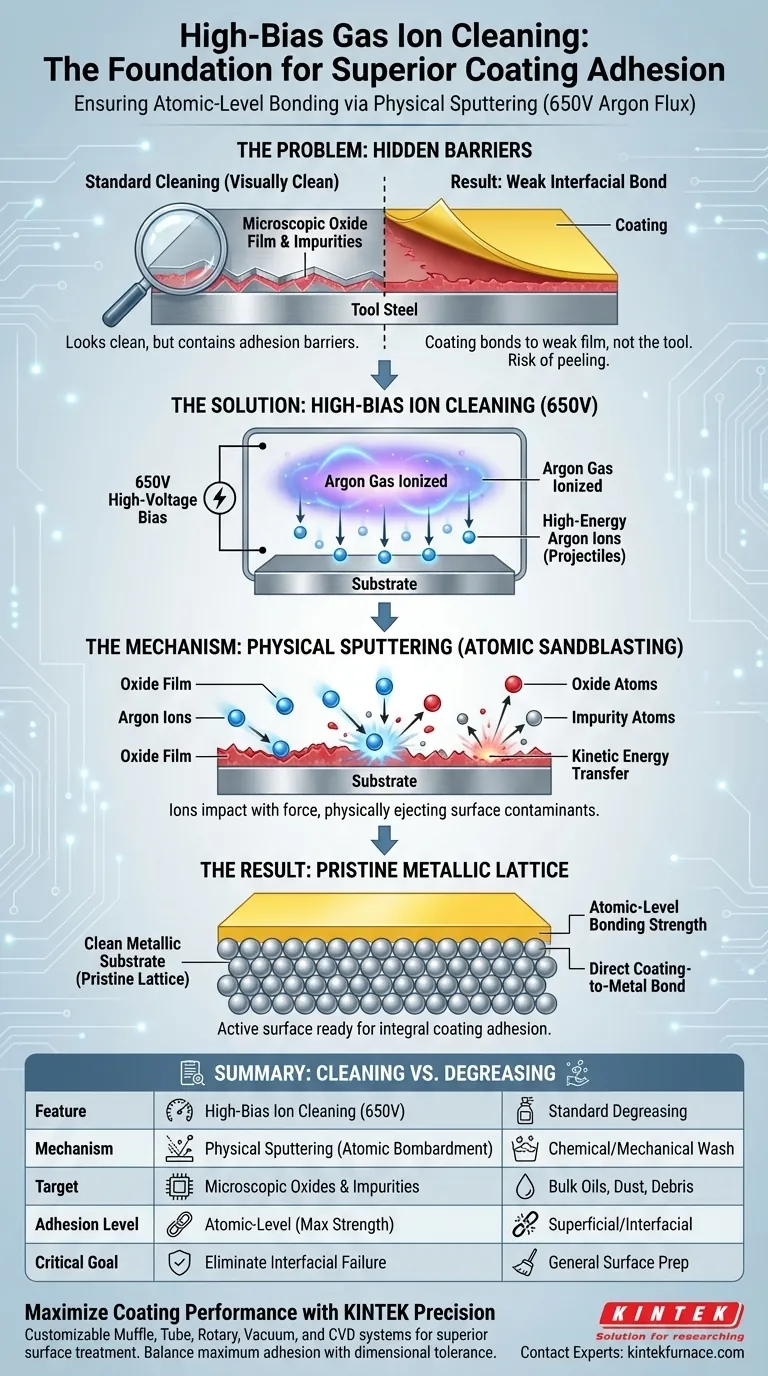
La nécessité du nettoyage ionique par gaz à haute polarisation réside dans sa capacité à garantir l'adhérence du revêtement grâce à une préparation de surface au niveau atomique. En soumettant le substrat à un flux d'ions argon de haute énergie à 650 V, le processus utilise la pulvérisation physique pour éliminer les films d'oxyde résiduels et les impuretés. Cela crée une surface métallique vierge et chimiquement active, permettant aux couches de revêtement ultérieures de se lier directement au matériau de base plutôt qu'à de faibles contaminants de surface.
Idée principale : Une surface peut sembler propre à l'œil nu mais posséder toujours une couche d'oxyde microscopique qui agit comme une barrière à l'adhérence. Le nettoyage ionique à haute polarisation est l'étape critique de "sablage atomique" qui élimine cette barrière, permettant la force de liaison maximale possible entre le revêtement et l'acier à outils.
Le mécanisme de la pulvérisation physique
Utilisation du flux d'argon à haute tension
Le processus repose sur l'établissement d'un environnement à haute polarisation, notamment en effectuant le nettoyage à 650 V.
Dans cet environnement, le gaz argon est ionisé, créant un flux d'ions de haute énergie. Ces ions sont accélérés vers la surface de l'acier à outils avec une force significative.
Élimination des matériaux par impact
Il ne s'agit pas d'un lavage chimique ; c'est un processus mécanique connu sous le nom de pulvérisation physique.
Les ions argon bombardent la surface comme des projectiles microscopiques. Lors de l'impact, ils transfèrent suffisamment d'énergie cinétique pour éjecter physiquement (pulvériser) les atomes de la surface du substrat, éliminant ainsi efficacement les matériaux indésirables.
Pourquoi "propre" n'est pas assez propre
Élimination des films d'oxyde résiduels
Même après un lavage et un dégraissage standard, l'acier à outils conserve naturellement une fine couche d'oxydation, souvent invisible.
Si elle est laissée en place, cette couche d'oxyde agit comme une couche intermédiaire entre l'outil et le revêtement. Comme les oxydes ont souvent une faible intégrité structurelle, le revêtement serait essentiellement lié à une surface "friable" plutôt qu'à l'outil solide.
Exposition du réseau métallique
L'objectif principal du bombardement ionique à 650 V est d'exposer le substrat métallique propre.
En éliminant les impuretés et les oxydes, le processus révèle le véritable réseau de l'acier à outils. Cette exposition est non négociable pour atteindre une force de liaison au niveau atomique, garantissant que le revêtement devienne une partie intégrante de l'outil plutôt qu'une coquille superficielle.
Comprendre les compromis
Haute énergie vs. Intégrité du substrat
Bien qu'une polarisation élevée (650 V) soit nécessaire pour un nettoyage en profondeur, elle représente un apport d'énergie important.
Le bombardement crée de la chaleur et élimine une petite quantité de matériau du substrat lui-même. Il est essentiel de contrôler la durée pour éviter de surchauffer l'outil ou de modifier les dimensions critiques par une gravure excessive.
Le risque d'une polarisation insuffisante
Inversement, abaisser la tension de polarisation pour réduire la chaleur risque de compromettre l'adhérence.
Si l'énergie des ions est trop faible, le rendement de pulvérisation diminue et la couche d'oxyde peut ne pas être complètement éliminée. Cela entraîne une "défaillance interfaciale", où le revêtement se décolle sous contrainte car la liaison fondamentale n'a jamais été établie.
Faire le bon choix pour votre objectif
Le succès du dépôt de revêtement dépend de l'équilibre entre un nettoyage agressif et la préservation du substrat.
- Si votre objectif principal est l'adhérence maximale : Assurez-vous que le processus maintient la pleine polarisation de 650 V pour garantir l'élimination complète des barrières d'oxyde pour une liaison au niveau atomique.
- Si votre objectif principal est la tolérance dimensionnelle : Surveillez strictement la durée du nettoyage, car le processus de pulvérisation physique élimine une quantité mesurable (bien que microscopique) de matériau du substrat.
Le nettoyage ionique à haute polarisation n'est pas simplement une étape de nettoyage ; c'est le pont qui verrouille mécaniquement le revêtement à l'outil.
Tableau récapitulatif :
| Caractéristique | Nettoyage ionique à haute polarisation (650 V) | Dégraissage/Lavage standard |
|---|---|---|
| Mécanisme | Pulvérisation physique (bombardement atomique) | Lavage de surface chimique/mécanique |
| Cible | Films d'oxyde microscopiques et impuretés | Huiles, poussières et débris en vrac |
| État de surface | Réseau métallique chimiquement actif | Visuellement propre mais oxydé |
| Niveau d'adhérence | Liaison au niveau atomique (force maximale) | Liaison superficielle/interfaciale |
| Impact sur les dimensions | Élimination microscopique de matière | Aucun changement sur le substrat |
| Objectif critique | Élimination de la défaillance interfaciale | Préparation générale de surface |
Maximisez les performances de revêtement avec KINTEK Precision
Ne laissez pas les oxydes microscopiques compromettre l'intégrité de votre outil. Chez KINTEK, nous comprenons qu'un revêtement supérieur commence par un substrat vierge. Forts d'une R&D et d'une fabrication expertes, nous proposons des systèmes Muffle, Tube, Rotatif, sous Vide et systèmes CVD haute performance, tous entièrement personnalisables pour répondre à vos besoins spécifiques de traitement de surface et à haute température. Que vous visiez une adhérence maximale ou une tolérance dimensionnelle stricte, notre équipement de laboratoire spécialisé vous offre le contrôle dont vous avez besoin pour réussir.
Prêt à améliorer votre science des matériaux ? Contactez nos experts dès aujourd'hui pour trouver la solution de four haute température idéale pour votre laboratoire !
Guide Visuel
Références
- Sergey N. Grigoriev, Anna A. Okunkova. Increasing the Wear Resistance of Stamping Tools for Coordinate Punching of Sheet Steel Using CrAlSiN and DLC:Si Coatings. DOI: 10.3390/technologies13010030
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four à atmosphère contrôlée d'azote inerte 1200℃
- Four rotatif électrique de petite taille pour la régénération du charbon actif
- Four à creuset de condensation pour l'extraction et la purification du magnésium
- Machine à four tubulaire CVD à zones de chauffage multiples pour équipement de dépôt chimique en phase vapeur
- Collier de serrage à trois sections en acier inoxydable pour chaîne à dépression à dégagement rapide
Les gens demandent aussi
- Quels rôles jouent un four à atmosphère contrôlée et un bac de trempe à l'huile dans le traitement thermique de l'acier AISI 5140 ?
- Quels facteurs doivent être pris en compte lors du choix d'un four à atmosphère contrôlée ? Assurez des performances optimales pour vos matériaux
- Quels sont les principaux avantages d'un contrôle précis de la température dans un four à atmosphère contrôlée ? Débloquez une qualité et une efficacité supérieures
- Comment un four sous vide ou à atmosphère contrôlée facilite-t-il les expériences de goutte sessile ? Optimiser l'analyse de la mouillabilité des alliages
- Comment un four à atmosphère contrôlée prévient-il l'oxydation et la décarburation ? Maîtriser le traitement thermique de précision



















