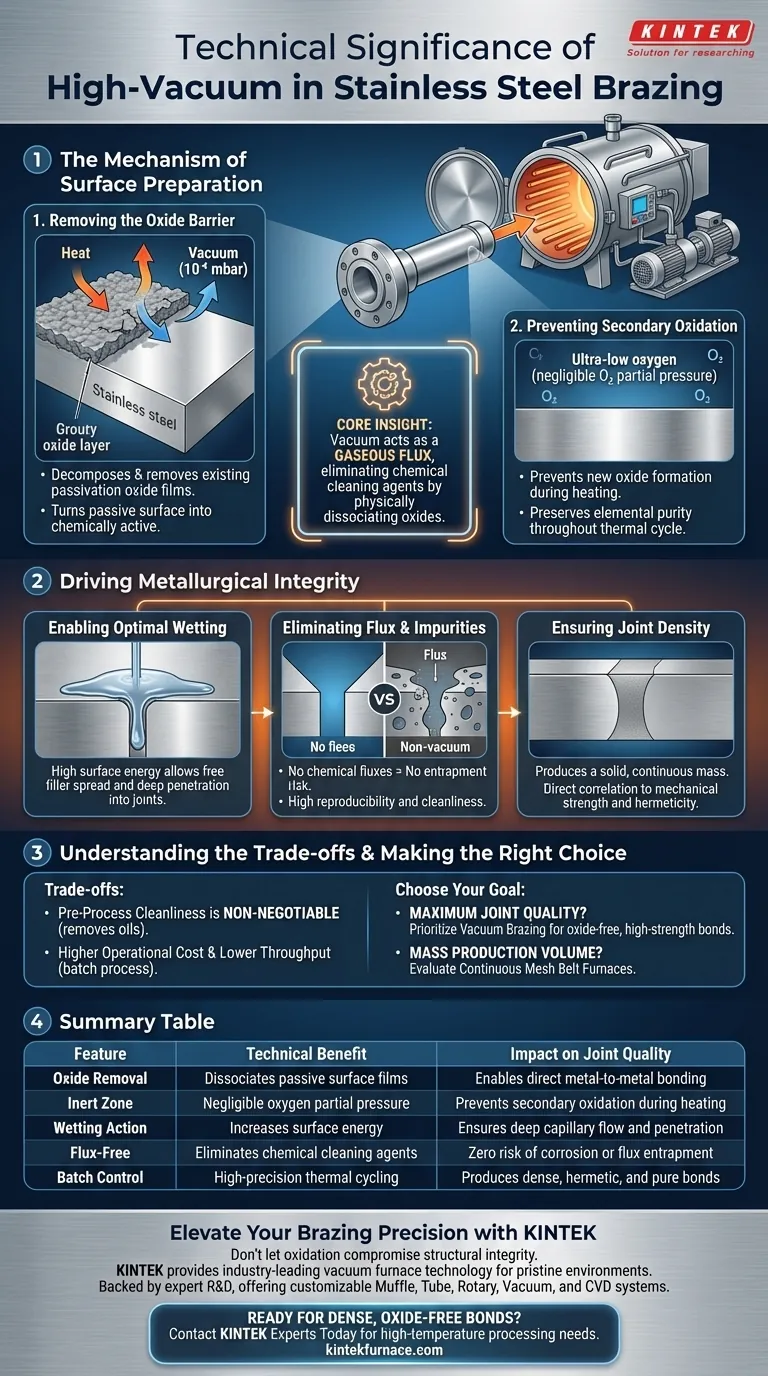
La signification technique de l'environnement de vide poussé réside dans sa capacité à modifier activement la chimie de surface de l'acier inoxydable pendant le cycle de chauffage. En maintenant un niveau de vide typiquement autour de 10^-6 mbar, le four remplit deux fonctions critiques : il élimine les films d'oxyde de passivation existants et crée complètement une zone inerte qui empêche l'oxydation secondaire. Cette surface vierge et exempte d'oxyde est le prérequis pour que le métal d'apport de brasage atteigne le mouillage et l'étalement nécessaires à une liaison structurelle.
Idée clé L'environnement de vide agit comme un flux gazeux, éliminant le besoin d'agents de nettoyage chimiques en dissociant physiquement les oxydes de la surface de l'acier. Cela garantit la formation d'une liaison métallurgique dense et non poreuse, chimiquement pure et structurellement supérieure aux joints formés dans des atmosphères non sous vide.

Le Mécanisme de Préparation de Surface
Élimination de la Barrière d'Oxyde
L'acier inoxydable est naturellement recouvert d'un film d'oxyde passif qui inhibe la liaison. La fonction principale de l'environnement de vide poussé est de décomposer et d'éliminer ces films d'oxyde existants.
Sans cette élimination, le métal d'apport de brasage reposerait sur la couche d'oxyde plutôt que de se lier au métal de base. Le vide transforme une surface chimiquement passive en une surface chimiquement active.
Prévention de l'Oxydation Secondaire
Le traitement à haute température accélère généralement l'oxydation, ce qui ruine le joint. L'environnement de vide abaisse la pression partielle d'oxygène à des niveaux négligeables.
Cela empêche efficacement l'oxydation secondaire de l'acier inoxydable de base et du métal d'apport de brasage. Il préserve la pureté élémentaire des matériaux tout au long du cycle thermique.
Favoriser l'Intégrité Métallurgique
Permettre un Mouillage Optimal
Pour qu'une brasure tienne, le métal d'apport doit s'écouler par capillarité à travers le joint. Ce phénomène, connu sous le nom de mouillage, est impossible sur des surfaces sales ou oxydées.
L'environnement de chauffage propre garantit que l'énergie de surface de l'acier inoxydable est suffisamment élevée pour permettre au métal d'apport liquide de s'étaler librement. Cela se traduit par une pénétration profonde dans l'espace du joint.
Élimination des Flux et des Impuretés
Étant donné que l'atmosphère de vide gère l'élimination des oxydes, les flux chimiques deviennent obsolètes. Cela élimine le risque d'entraînement de flux, qui peut provoquer de la corrosion ou des vides à l'intérieur du joint.
Il en résulte un processus caractérisé par une haute reproductibilité et une grande propreté. Il crée un joint exempt de réactions avec les impuretés environnementales.
Assurer la Densité du Joint
Le résultat final de ces facteurs est une liaison "dense". En éliminant les gaz et les oxydes qui pourraient créer des vides, le vide garantit que le métal d'apport se solidifie en une masse solide et continue.
Cette densité est directement corrélée à la résistance mécanique et à l'étanchéité de l'assemblage final.
Comprendre les Compromis
L'Exigence d'une Propreté Pré-Processus
Bien que le vide élimine les oxydes, il ne peut pas gérer les huiles lourdes ou la contamination grossière. Un nettoyage préalable approfondi des pièces reste une exigence non négociable pour un brasage sous vide réussi.
Coûts Opérationnels et Débit
Les fours sous vide représentent généralement un investissement et des coûts d'exploitation plus élevés par rapport aux fours à bande continue en maille. Ce sont des systèmes de traitement par lots, qui peuvent offrir un débit inférieur à celui des lignes continues à atmosphère contrôlée utilisées pour la production de masse.
Faire le Bon Choix pour Votre Objectif
L'environnement de vide ne consiste pas seulement à maintenir l'air à l'extérieur ; c'est un outil de traitement actif pour l'ingénierie de surface.
- Si votre objectif principal est la Qualité Maximale du Joint : Privilégiez le brasage sous vide pour garantir des liaisons sans oxyde et à haute résistance, sans risque d'inclusion de flux.
- Si votre objectif principal est le Volume de Production de Masse : Évaluez si les fours à bande continue avec atmosphères contrôlées peuvent répondre à vos spécifications de qualité à un coût par unité inférieur.
L'environnement de vide poussé transforme le processus de brasage d'un simple assemblage en un traitement métallurgique de précision qui garantit la fiabilité structurelle.
Tableau Récapitulatif :
| Caractéristique | Avantage Technique | Impact sur la Qualité du Joint |
|---|---|---|
| Élimination des Oxydes | Dissocie les films de surface passifs | Permet une liaison directe métal à métal |
| Zone Inerte | Pression partielle d'oxygène négligeable | Prévient l'oxydation secondaire pendant le chauffage |
| Action de Mouillage | Augmente l'énergie de surface | Assure un flux capillaire et une pénétration profonds |
| Sans Flux | Élimine les agents de nettoyage chimiques | Zéro risque de corrosion ou d'entraînement de flux |
| Contrôle par Lots | Cycles thermiques de haute précision | Produit des liaisons denses, étanches et pures |
Élevez la Précision de Votre Brasage avec KINTEK
Ne laissez pas l'oxydation compromettre votre intégrité structurelle. KINTEK fournit une technologie de four sous vide de pointe conçue pour offrir l'environnement vierge requis pour le brasage haute performance de l'acier inoxydable. Soutenus par une R&D experte et une fabrication de classe mondiale, nous proposons une gamme complète de systèmes Muffle, Tube, Rotatifs, Sous Vide et CVD, tous entièrement personnalisables pour répondre à vos exigences spécifiques de laboratoire ou industrielles.
Prêt à obtenir des liaisons métallurgiques denses et sans oxyde ?
Contactez les Experts KINTEK dès aujourd'hui pour discuter de vos besoins en traitement à haute température et découvrir comment nos solutions de fours avancées peuvent optimiser la qualité de votre production.
Guide Visuel
Références
- Kirsten Bobzin, Sophie Vinke. Joining Stainless Steel with a Novel Fe‐Based Amorphous Brazing Foil. DOI: 10.1002/srin.202500141
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de traitement thermique et de frittage par induction sous vide 600T
Les gens demandent aussi
- Quels sont les avantages techniques de l'utilisation d'une feuille de Ti-35Ni-25Nb ? Une ténacité élevée et une stabilité de la phase bêta.
- Quels sont les avantages de l'utilisation de fours de traitement thermique sous vide pour les alliages métalliques ? Obtenez des propriétés et des performances métalliques supérieures
- Quelle est la fonction des fours industriels de traitement thermique sous vide ? Améliorer la qualité de l'acier maraging imprimé en 3D
- Quelle est l'importance du brasage sous vide dans la fabrication moderne ? Obtenez des joints solides et purs pour les applications critiques
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion



















