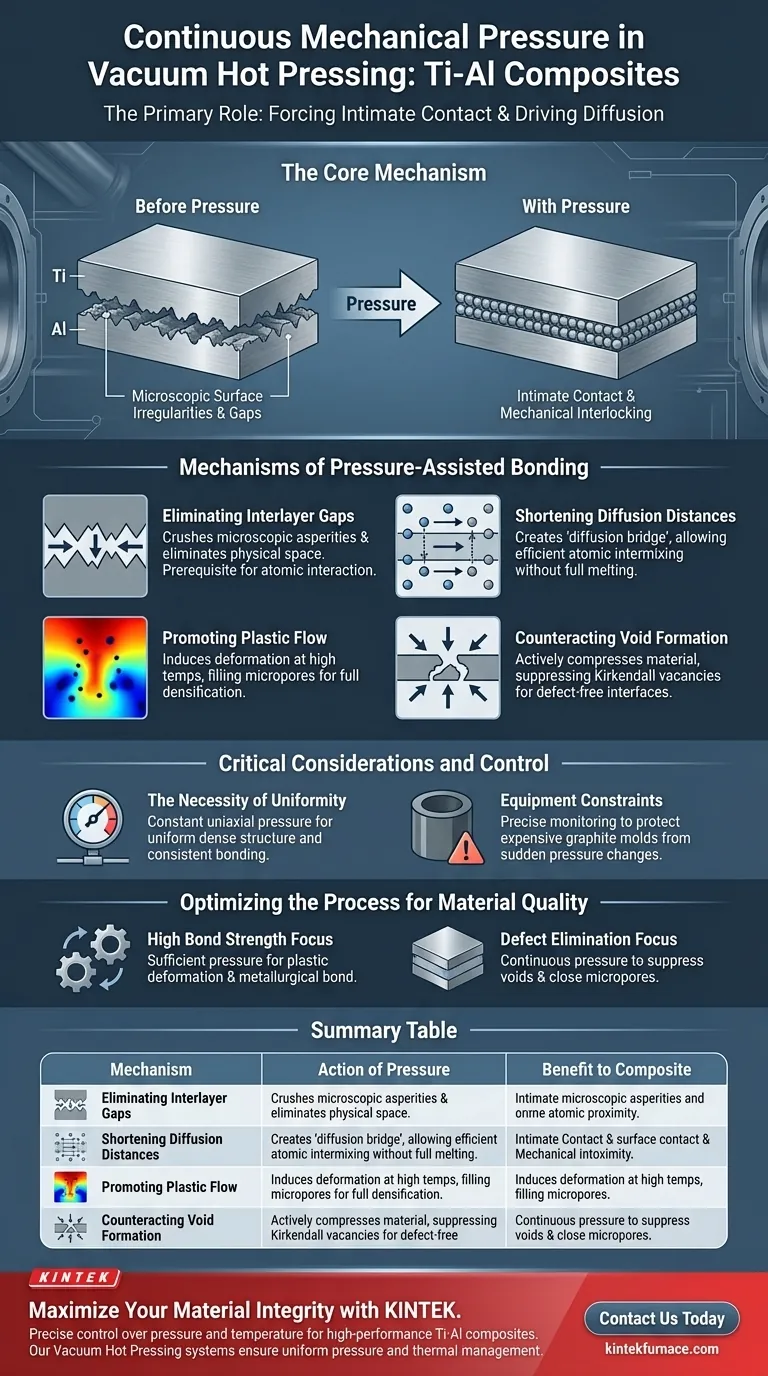
Le rôle principal de la pression mécanique continue lors du pressage à chaud sous vide est de forcer les couches empilées de titane et d'aluminium à entrer en contact physique intime au niveau microscopique. En comprimant physiquement les couches, la pression élimine les espaces minuscules et raccourcit la distance que les atomes doivent parcourir, fournissant la force motrice nécessaire à la diffusion mutuelle et à la liaison à l'état solide.
Le Mécanisme Central
Une simple température élevée est souvent insuffisante pour la liaison, car les irrégularités de surface microscopiques créent des barrières entre les couches. La pression mécanique surmonte cela en emboîtant mécaniquement les surfaces, assurant la proximité atomique nécessaire pour transformer des feuilles métalliques séparées en un composite unique et cohérent.
Mécanismes de Liaison Assistée par Pression
Élimination des Espaces Intercouches
Les feuilles métalliques peuvent sembler plates à l'œil nu, mais au niveau microscopique, elles présentent de la rugosité et des irrégularités. La pression mécanique force ces surfaces inégales à se rapprocher, écrasant les aspérités et fermant physiquement les minuscules vides qui existent naturellement entre les couches empilées. Cette élimination de l'espace physique est le prérequis de toute interaction chimique ou atomique ultérieure.
Raccourcissement des Distances de Diffusion
La diffusion atomique — le mouvement des atomes d'un matériau vers un autre — est le moteur fondamental de la liaison à l'état solide. En forçant les couches à se rapprocher, la pression raccourcit considérablement la distance que les atomes de titane et d'aluminium doivent migrer pour traverser l'interface. Cette proximité crée un « pont de diffusion », permettant aux atomes de se mélanger efficacement sans que les matériaux n'aient besoin de fondre complètement.
Promotion de la Déformation Plastique
Aux températures élevées utilisées dans le pressage à chaud sous vide (par exemple, 1000°C), les feuilles métalliques deviennent plus molles et plus malléables. La pression appliquée induit un écoulement plastique et un réarrangement du matériau, forçant le métal à s'écouler et à remplir les micropores restants. Ce processus est essentiel pour obtenir une densification complète, garantissant que le composite final est solide et exempt de porosité.
Contre la Formation de Vides
Pendant le processus de diffusion, les atomes peuvent se déplacer à des vitesses différentes, créant potentiellement des lacunes connues sous le nom de vides de Kirkendall. Une pression externe continue aide à contrer la formation de ces vides en comprimant activement le matériau pendant que la diffusion se produit. Cela se traduit par une couche d'interface sans défaut, ce qui est essentiel pour l'intégrité mécanique du composite.
Considérations Critiques et Contrôle
La Nécessité de l'Uniformité
Appliquer une pression ne se résume pas à une force ; il s'agit d'une distribution uniforme. Le système de contrôle de la pression doit maintenir une pression uniaxiale constante (par exemple, 30 MPa) pour garantir que la structure composite est dense partout, pas seulement à certains endroits. Une pressurisation inégale peut entraîner une qualité de liaison incohérente et des points faibles structurels.
Contraintes de l'Équipement
Bien que la haute pression soit bénéfique pour la liaison, elle doit être équilibrée par rapport aux limitations de l'équipement. Des changements brusques de pression ou une force excessive peuvent endommager les moules en graphite généralement utilisés dans ces fours. Une surveillance précise est requise pour protéger les outils coûteux tout en maintenant les conditions nécessaires à la densification.
Optimisation du Processus pour la Qualité du Matériau
Pour obtenir les meilleurs résultats dans la fabrication de composites Ti-Al, alignez votre stratégie de pression sur vos objectifs spécifiques de réduction des défauts :
- Si votre objectif principal est une résistance de liaison élevée : Assurez-vous que la pression est suffisante pour induire une déformation plastique, car cet emboîtement physique est le fondement d'une liaison métallurgique robuste.
- Si votre objectif principal est l'élimination des défauts : Maintenez une pression continue et constante pendant toute la durée de maintien afin de supprimer la formation de vides de Kirkendall et de fermer les micropores.
En gérant efficacement la pression mécanique, vous transformez un empilement de feuilles lâches en une structure composite entièrement dense et haute performance.
Tableau Récapitulatif :
| Mécanisme | Action de la Pression | Bénéfice pour le Composite |
|---|---|---|
| Élimination des Espaces | Écrase les aspérités de surface microscopiques | Assure un contact physique intime |
| Diffusion Atomique | Raccourcit la distance de migration pour Ti et Al | Accélère la liaison à l'état solide |
| Écoulement Plastique | Induit une déformation du matériau à haute température | Atteint une densification complète et zéro porosité |
| Contrôle des Vides | Comprime les lacunes de Kirkendall | Prévient les défauts d'interface et les points faibles |
Maximisez l'intégrité de votre matériau avec KINTEK
Un contrôle précis de la pression et de la température est non négociable pour les composites Ti-Al haute performance. KINTEK fournit des systèmes de Pressage à Chaud sous Vide, des unités CVD et des fours haute température personnalisables de pointe, conçus spécifiquement pour la métallurgie avancée et la R&D.
Soutenus par une fabrication experte, nos équipements garantissent une distribution uniforme de la pression et une gestion thermique précise pour protéger vos moules en graphite tout en obtenant une résistance de liaison supérieure. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions de laboratoire personnalisables peuvent améliorer votre processus de fabrication de composites.
Guide Visuel
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Quelles sont les caractéristiques de sécurité intégrées dans les fours à pressage chaud sous vide ? Assurer la protection de l'opérateur et de l'équipement
- Quelles industries bénéficient de l'utilisation des fours de pressage à chaud sous vide ? Libérez des matériaux haute performance pour votre industrie
- Quelles sont les caractéristiques de contrôle d'un four de pressage à chaud sous vide ? Un contrôle de précision pour le traitement des matériaux avancés
- Pourquoi un environnement de vide poussé est-il crucial lors de la préparation de composites cuivre-nanotubes de carbone dans un four de pressage à chaud sous vide ? Obtenir une intégrité composite supérieure
- Quelle est la fonction principale de l'environnement sous vide dans un four de pressage à chaud sous vide lors du traitement des alliages de titane ? Prévenir la fragilisation pour une ductilité supérieure









