Le traitement thermique est le facteur décisif qui permet à l'acier à outils NC6 (1.2063) de fonctionner efficacement dans le formage incrémental à point unique (SPIF). Plus précisément, soumettre le matériau à une trempe et à un revenu pour obtenir une dureté de 58 HRC confère la résistance à l'usure et l'intégrité structurelle nécessaires au processus. Sans ce traitement spécifique, l'outil ne pourrait pas supporter les contraintes mécaniques du formage.
Point essentiel à retenir
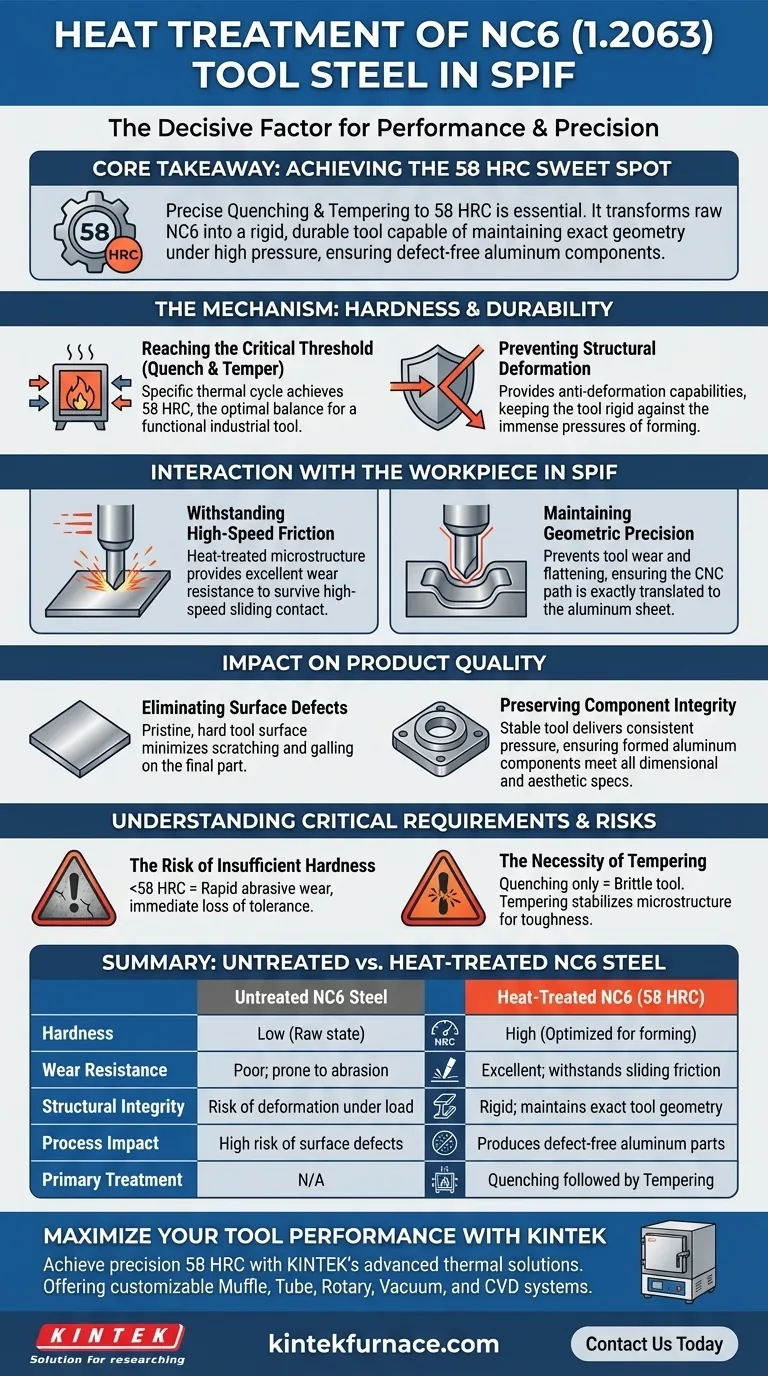
L'efficacité d'un outil de formage NC6 repose entièrement sur un cycle de traitement thermique précis qui équilibre la dureté et la durabilité. En visant 58 HRC, l'outil devient suffisamment rigide pour maintenir sa géométrie exacte sous haute pression, ce qui se traduit directement par des composants en aluminium sans défaut.

Le mécanisme de la dureté et de la durabilité
Atteindre le seuil de dureté critique
La composition chimique brute de l'acier NC6 n'est pas suffisante en soi ; il doit subir un cycle thermique spécifique.
Le processus nécessite une trempe suivie d'un revenu pour atteindre une dureté cible de 58 HRC. Ce niveau de dureté spécifique est le point idéal qui transforme l'acier d'une matière première en un outil industriel fonctionnel.
Prévenir la déformation structurelle
Dans le SPIF, l'outil agit comme un point de pression hautement localisé.
Si l'acier est trop mou, la pression immense nécessaire pour déformer la feuille d'aluminium déformerait l'outil lui-même. Le traitement thermique à 58 HRC confère des capacités anti-déformation, garantissant que l'outil reste rigide quelle que soit la charge appliquée.
Interaction avec la pièce
Résister au frottement à grande vitesse
Le processus SPIF implique le mouvement rapide de l'outil sur la surface de la tôle.
Cela crée un environnement simplifié mais rigoureux, défini par un glissement à grande vitesse et un frottement important. La microstructure traitée thermiquement fournit la résistance à l'usure nécessaire pour survivre à ce contact abrasif sans se dégrader.
Maintenir la précision géométrique
La forme du produit final est dictée par la forme de la pointe de l'outil (la tête sphérique).
Comme le traitement thermique empêche l'outil de s'user ou de s'aplatir, l'outil conserve sa précision géométrique. Cela garantit que la trajectoire programmée dans la machine CNC est exactement traduite sur la feuille d'aluminium.
Impact sur la qualité du produit
Éliminer les défauts de surface
Une surface d'outil dégradée transfère des imperfections à la pièce.
En maintenant une surface dure et immaculée grâce au traitement thermique, l'outil glisse en douceur sur l'alliage d'aluminium. Cela minimise la génération de défauts de surface, tels que les rayures ou le grippage, sur la pièce finie.
Préserver l'intégrité du composant
L'objectif ultime du processus est une pièce formée de haute qualité.
Le traitement thermique garantit que l'outil peut délivrer une pression constante sans défaillance. Cette stabilité préserve la qualité globale des composants en aluminium formés, garantissant qu'ils répondent aux spécifications dimensionnelles et esthétiques.
Comprendre les exigences critiques
Bien que les avantages de ce traitement soient clairs, il est important de comprendre les risques opérationnels d'une déviation.
Le risque d'une dureté insuffisante
Si le traitement thermique n'atteint pas la référence de 58 HRC, l'outil perd son principal avantage. Un outil plus mou subira probablement une usure abrasive rapide, entraînant une perte immédiate de tolérance dans la pièce finie.
La nécessité du revenu
La trempe seule crée de la dureté, mais laisse souvent l'acier cassant. L'inclusion du revenu dans le processus spécifié est essentielle. Il stabilise la microstructure, garantissant que l'outil n'est pas seulement dur, mais suffisamment résistant pour supporter la contrainte sans se fissurer.
Faire le bon choix pour votre objectif
Pour maximiser les performances de l'acier à outils NC6 dans les applications SPIF, appliquez les principes suivants :
- Si votre objectif principal est la précision dimensionnelle : Assurez-vous que le processus de traitement thermique est strictement contrôlé pour atteindre exactement 58 HRC afin d'éviter la déformation de l'outil sous charge.
- Si votre objectif principal est la finition de surface : Privilégiez la résistance à l'usure obtenue grâce à ce traitement pour éviter la dégradation de l'outil qui cause des défauts de surface sur l'aluminium.
L'acier NC6 correctement traité thermiquement sert de base rigide nécessaire au formage incrémental de haute précision et sans défaut.
Tableau récapitulatif :
| Caractéristique | Acier NC6 non traité | NC6 traité thermiquement (58 HRC) |
|---|---|---|
| Dureté | Faible (état brut) | Élevée (optimisée pour le formage) |
| Résistance à l'usure | Faible ; sujet à l'abrasion | Excellente ; résiste au frottement par glissement |
| Intégrité structurelle | Risque de déformation sous charge | Rigide ; maintient la géométrie exacte de l'outil |
| Impact sur le processus | Risque élevé de défauts de surface | Produit des pièces en aluminium sans défaut |
| Traitement principal | N/A | Trempe suivie d'un revenu |
Maximisez les performances de vos outils avec KINTEK
Atteindre le 58 HRC parfait pour l'acier NC6 nécessite une précision que seul un équipement expert peut fournir. Fort de R&D et de fabrication de pointe, KINTEK propose une gamme complète de systèmes Muffle, Tube, Rotatif, sous Vide et CVD, tous entièrement personnalisables à votre acier à outils spécifique et à vos besoins de laboratoire à haute température.
Ne laissez pas un traitement thermique inapproprié compromettre la qualité de vos produits. Contactez-nous dès aujourd'hui pour trouver la solution thermique idéale pour votre laboratoire et assurez-vous que vos outils offrent la rigidité et la précision que vos processus SPIF exigent.
Guide Visuel
Références
- Łukasz Kuczek, Ryszard Sitek. Influence of Heat Treatment on Properties and Microstructure of EN AW-6082 Aluminium Alloy Drawpieces After Single-Point Incremental Sheet Forming. DOI: 10.3390/app15020783
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Éléments chauffants thermiques en carbure de silicium SiC pour four électrique
- Four à atmosphère contrôlée d'azote inerte 1200℃
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Machine à four tubulaire CVD à zones de chauffage multiples pour équipement de dépôt chimique en phase vapeur
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
Les gens demandent aussi
- Quelles sont les propriétés uniques des éléments chauffants en carbure de silicium ? Avantages clés pour les performances à haute température
- Quelles sont les principales caractéristiques des éléments chauffants en carbure de silicium par rapport aux éléments chauffants métalliques ? Découvrez les différences clés pour vos besoins à haute température
- Quels sont les avantages d'utiliser des éléments chauffants en carbure de silicium dans les fours industriels ? Améliorez l'efficacité et la durabilité
- Quels sont les avantages des éléments chauffants en carbure de silicium ? Performances supérieures à haute température et durabilité
- Quelles sont les capacités de température et les options de montage des éléments chauffants en carbure de silicium ? Libérez une flexibilité et une durabilité à haute température



















