Un système de buses à azote dicte la qualité des composants en contrôlant la vitesse et l'uniformité de l'élimination de l'énergie thermique par convection forcée. En injectant de l'azote à haute pression directement dans le four, le système gère la vitesse de refroidissement sur des géométries variables, ce qui est le facteur principal pour prévenir la déformation physique et les déséquilibres structurels internes.
La fonction principale d'un système de buses à azote est de fournir un environnement contrôlé pour un refroidissement rapide par échange thermique convectif. Son succès dépend de l'équilibre des vitesses de refroidissement sur différentes épaisseurs de paroi pour éviter le gauchissement et la redistribution néfaste des contraintes résiduelles.
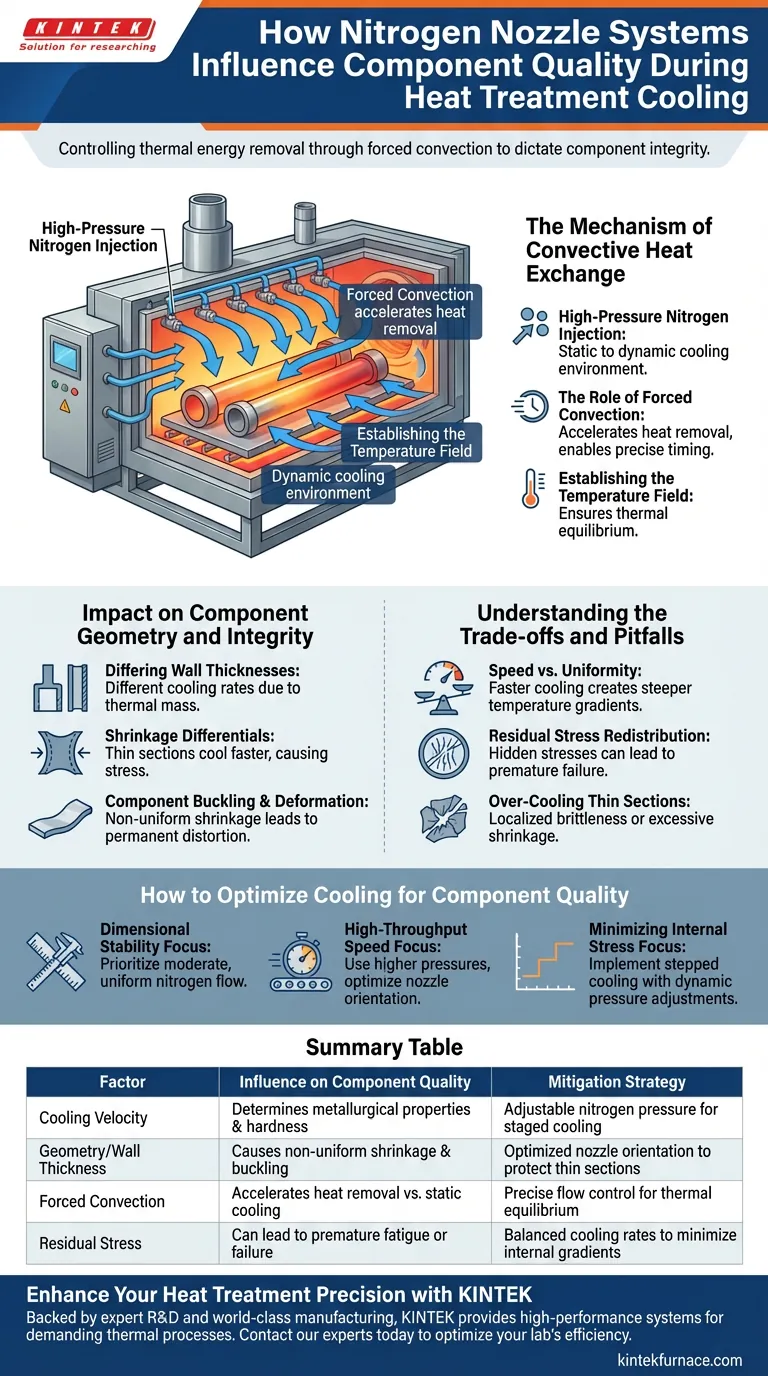
Le Mécanisme de l'Échange Thermique Convectif
Injection d'Azote à Haute Pression
Le système fonctionne en introduisant du gaz azote à haute pression dans l'environnement chauffé du four. Ce processus transforme un environnement de refroidissement statique en un environnement dynamique, où le gaz agit comme un médium pour un transfert d'énergie rapide.
Le Rôle de la Convection Forcée
La convection forcée se produit lorsque l'azote s'écoule sur les surfaces des composants chauds. Ce mouvement accélère considérablement l'élimination de la chaleur par rapport au rayonnement naturel ou au refroidissement statique, permettant un chronométrage précis requis dans des cycles de traitement thermique spécifiques.
Établir le Champ de Température
La disposition et la pression des buses créent un champ de température spécifique à l'intérieur du four. Un système bien conçu garantit que l'azote atteint toutes les surfaces du composant, en essayant de maintenir autant d'équilibre thermique que possible pendant la chute rapide de température.
Impact sur la Géométrie et l'Intégrité des Composants
Le Défi des Différentes Épaisseurs de Paroi
Les grands composants présentent souvent des géométries complexes avec des sections à parois minces et des noyaux épais et denses. Les buses d'azote doivent être gérées avec soin car ces différentes régions perdent naturellement de la chaleur à des vitesses différentes en raison de leur masse thermique.
Différentiels de Rétraction
Si le flux d'azote est trop agressif ou mal dirigé, les sections minces refroidiront et se rétracteront beaucoup plus rapidement que le noyau épais. Cette différence de taux de rétraction est le principal moteur des défauts physiques pendant la phase de refroidissement.
Gauchissement et Déformation du Composant
Lorsque la rétraction est non uniforme, la tension mécanique résultante peut provoquer le gauchissement ou la déformation du composant. Cette déformation permanente rend souvent les composants de haute précision inutiles, car ils ne répondent plus aux tolérances dimensionnelles.
Comprendre les Compromis et les Pièges
Vitesse vs Uniformité
Le principal compromis dans le refroidissement à l'azote est l'équilibre entre la vitesse de refroidissement et l'uniformité thermique. Bien qu'un refroidissement plus rapide puisse atteindre les propriétés métallurgiques souhaitées, il augmente le risque de créer un gradient de température abrupt qui conduit à la fissuration ou au gauchissement.
Redistribution des Contraintes Résiduelles
Même si un composant ne se déforme pas visiblement, un refroidissement inapproprié peut entraîner une redistribution des contraintes résiduelles. Ces contraintes internes peuvent rester cachées jusqu'à ce que le composant soit en service, entraînant potentiellement une fatigue prématurée ou une défaillance inattendue.
Refroidissement Excessif des Sections Minces
Un piège courant est de se concentrer uniquement sur les exigences de refroidissement de la partie la plus épaisse du composant. Cela entraîne souvent un refroidissement excessif des sections plus minces, ce qui peut entraîner une fragilité localisée ou une rétraction excessive.
Comment Optimiser le Refroidissement pour la Qualité des Composants
Application des Systèmes à Votre Projet
Pour garantir la plus haute qualité de composant, le système de buses à azote doit être ajusté à la géométrie spécifique des pièces traitées.
- Si votre objectif principal est la stabilité dimensionnelle : Privilégiez un flux d'azote plus modéré et uniforme qui minimise le delta de température entre les sections minces et épaisses.
- Si votre objectif principal est la vitesse de production élevée : Utilisez des pressions plus élevées, mais assurez-vous que l'orientation des buses est optimisée pour éviter l'impact direct sur les zones à parois minces.
- Si votre objectif principal est de minimiser les contraintes internes : Mettez en œuvre une approche de refroidissement par étapes où la pression d'azote est ajustée dynamiquement pour permettre à la température du noyau de "rattraper" la surface.
La précision d'un système de buses à azote est la protection ultime contre les déséquilibres thermiques qui compromettent l'intégrité structurelle des composants traités thermiquement.
Tableau Récapitulatif :
| Facteur | Influence sur la Qualité du Composant | Stratégie d'Atténuation |
|---|---|---|
| Vitesse de Refroidissement | Détermine les propriétés métallurgiques et la dureté. | Pression d'azote réglable pour un refroidissement étagé. |
| Géométrie/Épaisseur de Paroi | Provoque une rétraction non uniforme et un gauchissement. | Orientation optimisée des buses pour protéger les zones à parois minces. |
| Convection Forcée | Accélère l'élimination de la chaleur par rapport au refroidissement statique. | Contrôle précis du flux pour maintenir l'équilibre thermique. |
| Contrainte Résiduelle | Peut entraîner une fatigue prématurée ou une défaillance. | Vitesses de refroidissement équilibrées pour minimiser les gradients internes. |
Améliorez la Précision de Votre Traitement Thermique avec KINTEK
Ne laissez pas les déséquilibres thermiques compromettre l'intégrité de vos composants. Soutenu par une R&D experte et une fabrication de classe mondiale, KINTEK fournit des systèmes haute performance de muffles, tubulaires, sous vide et CVD conçus pour les processus thermiques les plus exigeants. Nos fours de laboratoire haute température personnalisables garantissent que vos exigences spécifiques de refroidissement et de chauffage sont satisfaites avec une précision inégalée.
Prêt à optimiser l'efficacité de votre laboratoire ? Contactez nos experts dès aujourd'hui pour découvrir comment nos solutions sur mesure peuvent améliorer vos résultats matériels.
Guide Visuel
Références
- Indira Dey, Konrad Wegener. Comprehensive Distortion Analysis of a Laser Direct Metal Deposition (DMD)-Manufactured Large Prototype Made of Soft Martensitic Steel 1.4313. DOI: 10.3390/jmmp8020078
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four à atmosphère contrôlée d'azote inerte 1200℃
- Four à atmosphère inerte contrôlée d'azote et d'hydrogène
- 1400℃ Four à atmosphère contrôlée d'azote inerte
- 1700℃ Four à atmosphère contrôlée d'azote inerte
- Four à atmosphère contrôlée à bande maillée Four à atmosphère inerte à l'azote
Les gens demandent aussi
- Quels sont les avantages d'un four à atmosphère contrôlée par rapport aux fours tubulaires ? Contrôle supérieur du processus pour les matériaux sensibles
- Comment un four à atmosphère contrôlée prévient-il l'oxydation et la décarburation ? Maîtriser le traitement thermique de précision
- Quels sont les avantages opérationnels de l'utilisation d'un four à atmosphère contrôlée ? Améliorez la qualité et l'efficacité du traitement thermique
- Quelles sont les considérations opérationnelles pour un four à atmosphère contrôlée ? Facteurs clés pour le traitement des matériaux
- Quels sont les quatre principaux types d'atmosphères contrôlées utilisées dans ces fours ? Optimisez vos procédés de traitement thermique




