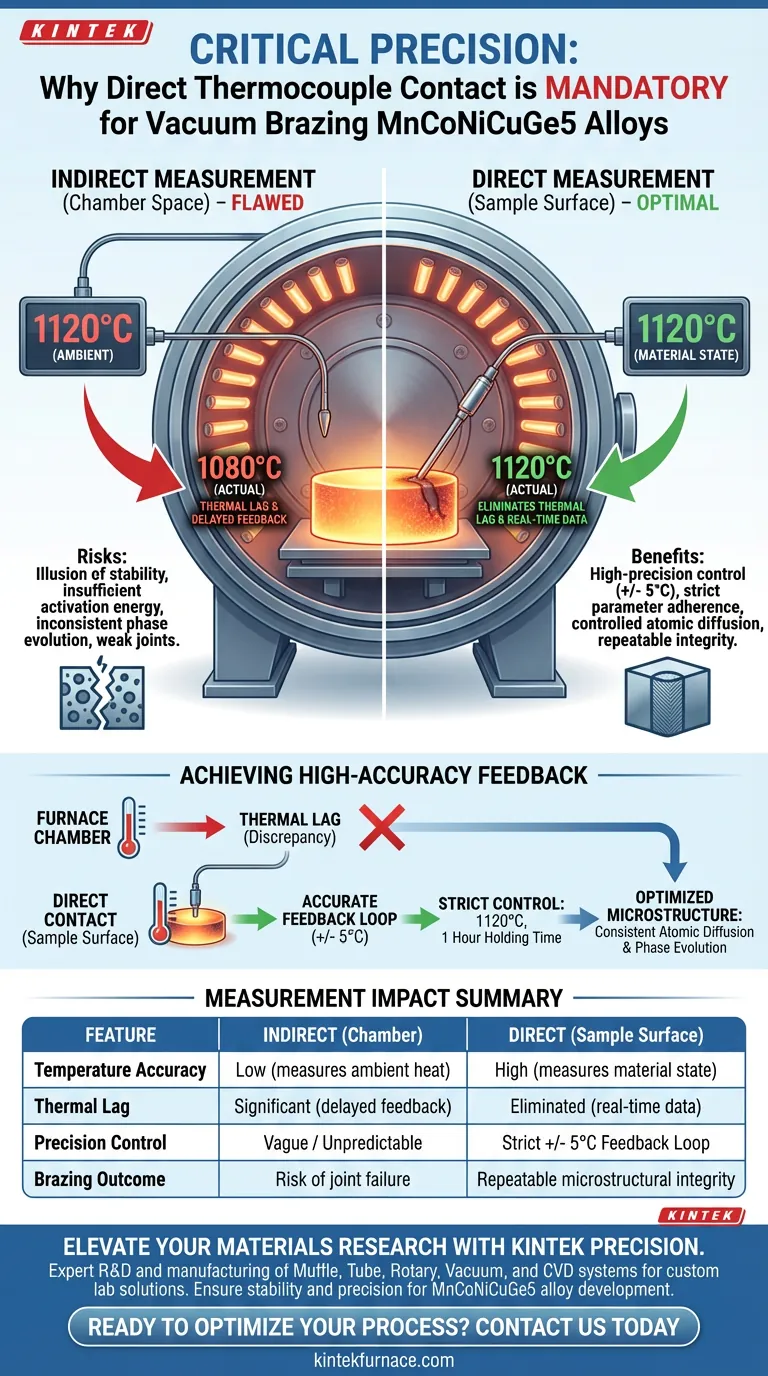
Le contact direct entre le thermocouple et la surface de l'échantillon est obligatoire car il élimine le décalage thermique important qui existe entre l'espace de la chambre du four et l'alliage MnCoNiCuGe5 lui-même. En mesurant directement l'échantillon, vous vous assurez que le système agit sur la température réelle du matériau plutôt que sur l'environnement ambiant, permettant ainsi une boucle de rétroaction de haute précision avec une exactitude de +/- 5 degrés Celsius.
Point essentiel à retenir Pour garantir la répétabilité de la diffusion atomique et de l'évolution des phases, vous ne pouvez pas vous fier à la température ambiante du four. Vous devez ancrer votre contrôle thermique à la surface physique de l'échantillon pour obtenir la précision stricte requise pour un brasage sous vide réussi.
La physique de la précision thermique
Éliminer le décalage de température
Dans le brasage sous vide, il existe souvent un écart entre la température des éléments chauffants (la chambre du four) et la température réelle de l'échantillon.
Si vous mesurez l'espace de la chambre, vous mesurez le potentiel de chaleur, pas la chaleur absorbée par l'alliage. La fixation du thermocouple directement sur l'échantillon comble cette lacune, supprimant le décalage de température de l'équation des données.
Atteindre une rétroaction de haute précision
Le contact direct avec la surface transforme un processus de chauffage général en une opération de précision.
Cette configuration spécifique permet une précision de contrôle de +/- 5 degrés Celsius. Sans cette boucle de rétroaction serrée, la température réelle de l'alliage pourrait dériver en dehors de la fenêtre de traitement optimale, même si le contrôleur du four affiche le point de consigne correct.
Pourquoi le contrôle est important pour les alliages MnCoNiCuGe5
Contrôler strictement les paramètres de brasage
Les alliages à haute entropie comme le MnCoNiCuGe5 nécessitent des conditions précises pour être traités correctement.
La référence principale met en évidence une température de brasage spécifique de 1120 degrés Celsius et un temps de maintien de 1 heure. La fixation directe du thermocouple garantit que ces paramètres sont respectés par le matériau lui-même, et pas seulement par l'air environnant.
Assurer la répétabilité du processus
L'objectif ultime de cette précision est de contrôler la microstructure de la jointure.
Le respect strict des profils de température et de temps assure la répétabilité de la diffusion atomique à travers l'interface de la jointure. De plus, il régule l'évolution des phases, garantissant que les propriétés du matériau résultant sont cohérentes d'une expérience à l'autre.
Comprendre les risques de la mesure indirecte
L'illusion de la stabilité
Un piège courant dans les expériences à haute température est de supposer que la température du four est égale à la température de l'échantillon.
Si vous vous fiez au thermocouple de la chambre, vous pourriez croire que l'échantillon a atteint 1120 degrés Celsius alors qu'il est en réalité significativement plus froid. Cela entraîne une énergie d'activation insuffisante pour les processus de diffusion nécessaires.
Compromettre l'intégrité de la jointure
Le compromis pour une installation plus facile (ne pas fixer le thermocouple à l'échantillon) est une perte totale de validité expérimentale.
Si la température fluctue au-delà de la tolérance de +/- 5 degrés en raison du décalage, l'évolution des phases au sein de la jointure brasée devient imprévisible. Cela conduit à des jointures faibles et à des données qui ne peuvent pas être reproduites dans des études futures.
Assurer le succès du brasage sous vide
Pour reproduire le succès de la diffusion atomique et de la formation de phases dans les alliages MnCoNiCuGe5, vous devez donner la priorité à la source de vos données thermiques.
- Si votre objectif principal est la précision expérimentale : Fixez le thermocouple à l'échantillon pour garantir que la lecture reflète l'état réel du matériau à +/- 5 degrés Celsius près.
- Si votre objectif principal est le contrôle microstructural : Utilisez une rétroaction thermique directe pour appliquer strictement le point de consigne de 1120 degrés Celsius et le temps de maintien de 1 heure requis pour une évolution de phase cohérente.
La précision de la mesure est le seul chemin vers la prévisibilité des performances des matériaux.
Tableau récapitulatif :
| Caractéristique | Mesure indirecte (Chambre) | Mesure directe (Surface de l'échantillon) |
|---|---|---|
| Précision de la température | Faible (mesure la chaleur ambiante) | Élevée (mesure l'état du matériau) |
| Décalage thermique | Important (rétroaction retardée) | Éliminé (données en temps réel) |
| Contrôle de précision | Vague / Imprévisible | Boucle de rétroaction stricte de +/- 5°C |
| Impact sur le processus | Évolution de phase incohérente | Diffusion atomique contrôlée |
| Résultat du brasage | Risque de défaillance de la jointure | Intégrité microstructurale répétable |
Élevez votre recherche sur les matériaux avec la précision KINTEK
Obtenez le contrôle thermique strict requis pour le développement d'alliages à haute entropie avec les solutions de chauffage avancées de KINTEK. Soutenu par une R&D et une fabrication expertes, KINTEK propose des systèmes Muffle, Tube, Rotatif, sous Vide et CVD, tous personnalisables pour répondre à vos besoins expérimentaux uniques. Que vous soudiez des alliages MnCoNiCuGe5 ou développiez de nouveaux matériaux, nos fours à haute température offrent la stabilité et la précision dont vous avez besoin.
Prêt à optimiser votre processus de brasage sous vide ? Contactez-nous dès aujourd'hui pour trouver votre solution de laboratoire personnalisée.
Guide Visuel
Références
- S.V. Maksymova, V.V. Voronov. Structure formation of seams using high-entropic brazing filler metal MnCoNiCuGe5. DOI: 10.21203/rs.3.rs-7260180/v1
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four de frittage sous vide pour traitement thermique Four de frittage sous vide pour fil de molybdène
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
Les gens demandent aussi
- Quelle est l'importance du brasage sous vide dans la fabrication moderne ? Obtenez des joints solides et purs pour les applications critiques
- Quelles sont les étapes d'un traitement typique de brasage sous vide ? Maîtrisez le processus pour des joints solides et propres
- Quelle est la température du brasage en four sous vide ? Optimisez la résistance et la propreté de vos joints
- Comment le traitement thermique sous vide affecte-t-il la structure des grains des alliages métalliques ? Atteignez un contrôle précis de la microstructure
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion



















