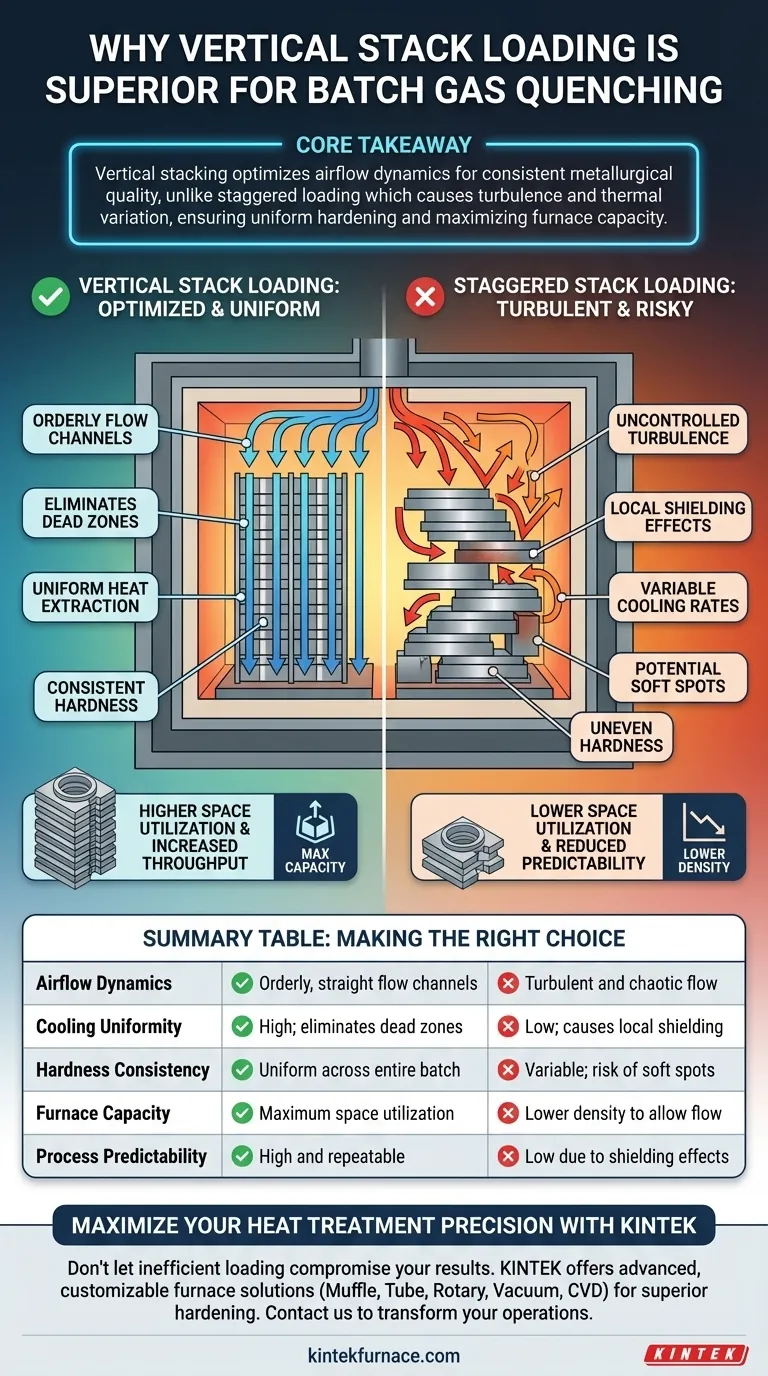
Le chargement vertical en pile est le choix supérieur pour la trempe par gaz en lot car il optimise la dynamique du flux d'air pour garantir une qualité métallurgique constante. Contrairement aux arrangements en quinconce, qui perturbent la vitesse du gaz et créent des variations thermiques, le chargement vertical aligne les pièces pour permettre un flux ordonné et ininterrompu du milieu de refroidissement tout en maximisant simultanément la capacité du four.
Idée clé : Le chargement en quinconce introduit des turbulences et des effets d'"ombrage" qui entraînent un refroidissement inégal et des points faibles potentiels. Le chargement vertical résout ce problème en créant des canaux de flux clairs pour le gaz, assurant un durcissement uniforme sur l'ensemble du lot tout en augmentant le nombre total de pièces traitées par cycle.
Atteindre la cohérence métallurgique
Optimisation du champ d'écoulement
Pour obtenir une dureté uniforme, le gaz de trempe doit extraire la chaleur à la même vitesse de chaque pièce. Le chargement vertical en pile facilite cela en créant des canaux verticaux droits entre les pièces.
Cette configuration permet au gaz de se déplacer de manière ordonnée, en maintenant une vitesse élevée du haut vers le bas de la charge.
Élimination des zones à faible vitesse
Un défaut critique des chargements non optimisés est la création de "zones mortes" où la vitesse du gaz diminue. La référence principale indique que les configurations verticales éliminent efficacement les zones à faible vitesse, en particulier près des parois extérieures du four.
En maintenant une vitesse de gaz constante dans toute la chambre, vous évitez la formation de points faibles sur les pièces situées à la périphérie de la charge.
Les risques du chargement en quinconce
Le problème de l'ombrage local
Le chargement en quinconce crée une barrière physique au milieu de refroidissement. Les pièces situées en amont protègent efficacement celles qui se trouvent derrière ou en dessous, empêchant le gaz frais et froid d'atteindre les surfaces des pièces en aval.
Cela entraîne des variations importantes des vitesses de refroidissement, ce qui signifie que des pièces du même lot peuvent avoir des propriétés métallurgiques différentes.
Turbulence et imprévisibilité
Bien qu'une certaine turbulence soit inévitable dans la trempe à haute pression, le chargement en quinconce génère des turbulences incontrôlées.
Au lieu de s'écouler en douceur sur les surfaces, le gaz est forcé de changer de direction rapidement. Ce mouvement chaotique perturbe le processus de transfert de chaleur, rendant difficile la prévision ou le contrôle de la qualité finale des pièces.
Efficacité de la production et capacité
Maximisation de l'utilisation de l'espace
Au-delà de la qualité, le chargement vertical offre un avantage économique distinct. Il permet une meilleure utilisation de l'espace, vous permettant d'intégrer un plus grand volume de pièces dans la chambre du four sans compromettre le flux d'air.
Augmentation du débit
Comme le champ d'écoulement est optimisé, vous pouvez charger le four en toute sécurité à sa capacité maximale. Cela se traduit par des capacités de chargement de four plus importantes par cycle, réduisant le coût par pièce et augmentant le débit global de l'usine.
Considérations opérationnelles et compromis
Stabilité des fixations
Bien que le chargement vertical soit supérieur pour le flux d'air, il nécessite des fixations robustes. Les pièces doivent être sécurisées de manière à ne pas se toucher ni gêner les canaux verticaux. Des piles verticales mal stabilisées peuvent entraîner le déplacement des pièces pendant les changements de pression rapides de la trempe.
Dépendance de la géométrie
Le chargement vertical est idéal pour de nombreuses géométries, mais pas pour toutes. Les pièces complexes avec des renfoncements profonds peuvent encore nécessiter des ajustements d'orientation spécifiques. Vous devez vous assurer que l'orientation verticale ne piège pas de gaz ou de liquide (si un lavage est impliqué) dans les cavités internes.
Faire le bon choix pour votre objectif
Pour maximiser l'efficacité de votre production de trempe par gaz en lot, alignez votre schéma de chargement sur vos objectifs spécifiques :
- Si votre objectif principal est la cohérence de la qualité : Adoptez le chargement vertical pour éliminer l'ombrage et garantir que chaque pièce subit le même taux de refroidissement.
- Si votre objectif principal est le volume de production : Utilisez des configurations verticales pour maximiser la densité de la charge sans risquer les "zones mortes" associées à l'empilement en quinconce.
En adaptant votre stratégie de chargement à la physique du flux de gaz, vous transformez un processus variable en une opération fiable à haut rendement.
Tableau récapitulatif :
| Fonctionnalité | Chargement vertical en pile | Chargement en quinconce |
|---|---|---|
| Dynamique du flux d'air | Canaux de flux droits et ordonnés | Flux turbulent et chaotique |
| Uniformité du refroidissement | Élevée ; élimine les zones mortes | Faible ; provoque un ombrage local |
| Cohérence de la dureté | Uniforme sur l'ensemble du lot | Variable ; risque de points faibles |
| Capacité du four | Utilisation maximale de l'espace | Densité plus faible pour permettre le flux |
| Prévisibilité du processus | Élevée et répétable | Faible en raison des effets d'ombrage |
Maximisez la précision de votre traitement thermique avec KINTEK
Ne laissez pas des schémas de chargement inefficaces compromettre vos résultats métallurgiques. KINTEK fournit des solutions thermiques de pointe soutenues par une R&D et une fabrication expertes. Que vous ayez besoin de systèmes à muffl, tubulaires, rotatifs, sous vide ou CVD, nos fours de laboratoire à haute température sont entièrement personnalisables pour répondre à vos besoins de production uniques.
Prêt à obtenir un durcissement supérieur et un débit accru ? Contactez-nous dès aujourd'hui pour découvrir comment notre technologie de four avancée peut transformer vos opérations de trempe en lot.
Guide Visuel
Références
- Zaiyong Ma, Jingbo Ma. Research on the uniformity of cooling of gear ring parts under vacuum high-pressure gas quenching. DOI: 10.1088/1742-6596/3080/1/012130
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four à atmosphère contrôlée d'azote inerte 1200℃
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de frittage et de brasage pour traitement thermique sous vide
- Four à atmosphère contrôlée à bande maillée Four à atmosphère inerte à l'azote
- Four à atmosphère inerte contrôlée d'azote et d'hydrogène
Les gens demandent aussi
- Quelles sont les considérations opérationnelles pour un four à atmosphère contrôlée ? Facteurs clés pour le traitement des matériaux
- Quels sont les quatre principaux types d'atmosphères contrôlées utilisées dans ces fours ? Optimisez vos procédés de traitement thermique
- Pourquoi un écoulement d'atmosphère uniforme est-il important dans un four à atmosphère contrôlée ? Assurer des résultats constants et éviter des défaillances coûteuses
- Quels sont les principaux avantages d'un contrôle précis de la température dans un four à atmosphère contrôlée ? Débloquez une qualité et une efficacité supérieures
- Comment un four sous vide ou à atmosphère contrôlée facilite-t-il les expériences de goutte sessile ? Optimiser l'analyse de la mouillabilité des alliages



















