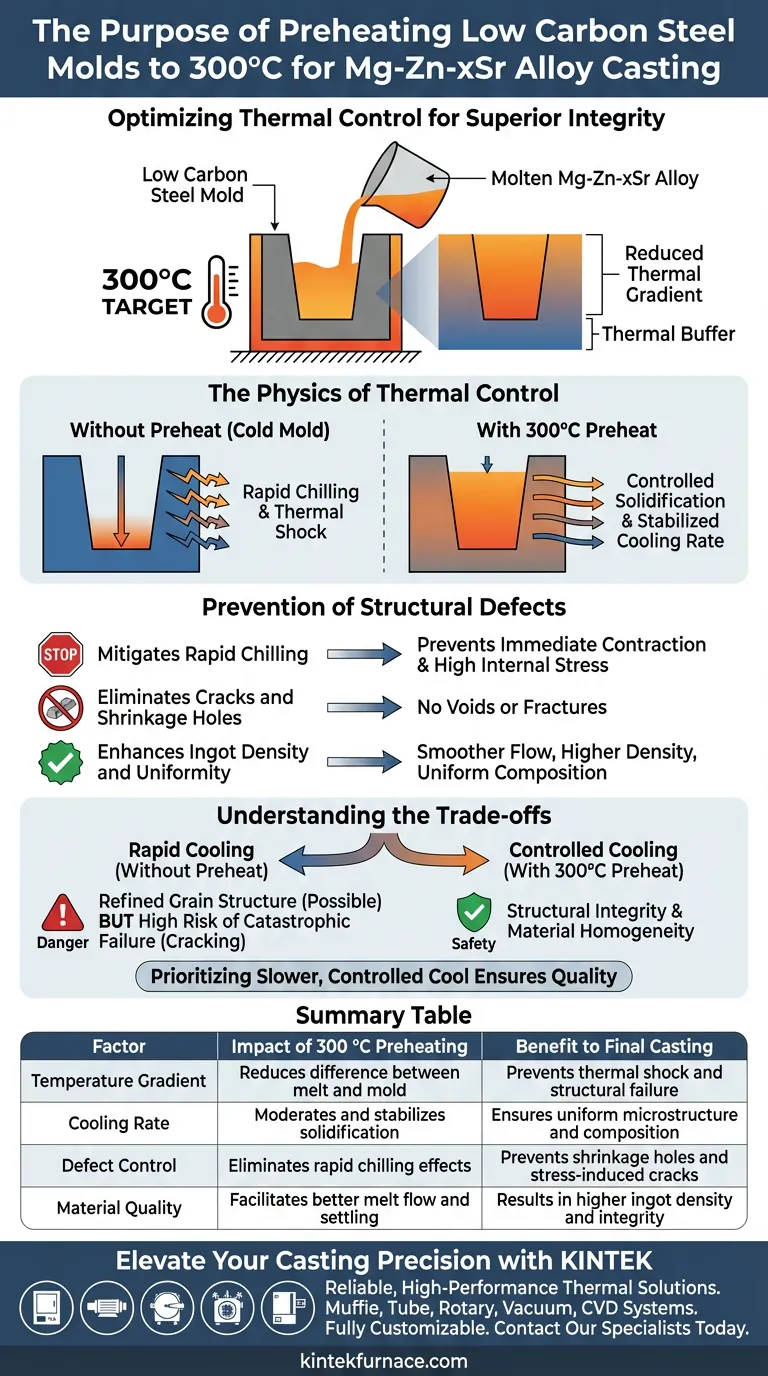
L'objectif principal du préchauffage des moules en acier à faible teneur en carbone à 300 °C est de réduire considérablement la différence de température entre l'alliage Mg-Zn-xSr en fusion et la surface du moule. Cette étape critique modère la vitesse de refroidissement, empêchant le refroidissement rapide qui entraîne des défaillances structurelles.
Le préchauffage sert de tampon thermique qui protège l'intégrité de la coulée. En stabilisant le gradient de température, vous assurez la production de lingots de haute densité exempts de retassures et de fissures.
La physique du contrôle thermique
Réduction du gradient de température
Lorsque le métal en fusion entre dans un moule froid, la différence de température extrême crée un choc thermique.
Le préchauffage du moule à 300 °C comble cet écart. Cette réduction du gradient de température est le mécanisme fondamental qui permet un processus de solidification contrôlé plutôt qu'une congélation chaotique.
Régulation de la vitesse de refroidissement
La qualité d'une coulée d'alliage de magnésium dépend fortement de la vitesse de refroidissement.
Si le moule est trop froid, la surface extérieure du métal en fusion se solidifie instantanément tandis que le centre reste liquide. Le préchauffage garantit que la vitesse de refroidissement est progressive et constante dans tout le lingot, empêchant une solidification inégale.
Prévention des défauts structurels
Atténuation du refroidissement rapide
Le refroidissement rapide se produit lorsque le métal en fusion entre en contact avec une surface froide, provoquant une contraction immédiate.
Ce phénomène introduit des contraintes internes élevées dans le matériau. En préchauffant le moule, vous éliminez les conditions qui provoquent cette contraction rapide et induisant des contraintes.
Élimination des fissures et des retassures
Les symptômes les plus courants d'une mauvaise gestion thermique sont les vides physiques et les fractures.
Sans le préchauffage à 300 °C, l'alliage est susceptible de former des retassures et des fissures. Ces défauts compromettent la résistance mécanique du produit final et entraînent souvent le rejet des pièces.
Amélioration de la densité et de l'uniformité du lingot
Au-delà de la prévention des fissures, le contrôle thermique a un impact direct sur la microstructure.
Un moule préchauffé facilite un écoulement et un tassement plus fluides du métal en fusion. Il en résulte un lingot d'une densité plus élevée et d'une composition plus uniforme, garantissant que l'alliage Mg-Zn-xSr fonctionne comme prévu.
Comprendre les compromis
L'équilibre de la vitesse de refroidissement
Bien que le refroidissement rapide puisse parfois affiner la structure du grain, il est dangereux pour ces alliages spécifiques dans des moules en acier.
Le compromis ici est de sacrifier la vitesse de refroidissement extrême pour l'intégrité structurelle. Privilégier un refroidissement plus lent et contrôlé par préchauffage évite les modes de défaillance catastrophiques (fissuration) associés à une trempe plus rapide et non contrôlée.
Précision du processus
Le contrôle de la température doit être précis.
Le préchauffage ne consiste pas simplement à « réchauffer » le moule ; il nécessite d'atteindre la cible spécifique de 300 °C. S'écarter significativement en dessous de cette température risque de réintroduire les défauts que le processus vise à éviter.
Optimiser votre stratégie de coulée
Pour garantir des coulées d'alliages Mg-Zn-xSr de haute qualité, appliquez ces principes en fonction de vos objectifs de qualité spécifiques :
- Si votre objectif principal est l'intégrité structurelle : le respect strict du préchauffage à 300 °C est non négociable pour éviter les fractures de contrainte et la fissuration.
- Si votre objectif principal est l'homogénéité du matériau : utilisez le préchauffage pour garantir que la composition reste uniforme sur toute la section transversale du lingot.
La cohérence dans la préparation des moules est la variable la plus efficace pour réduire les taux de rejet dans la coulée d'alliages de magnésium.
Tableau récapitulatif :
| Facteur | Impact du préchauffage à 300 °C | Avantage pour la coulée finale |
|---|---|---|
| Gradient de température | Réduit la différence entre le métal en fusion et le moule | Prévient le choc thermique et les défaillances structurelles |
| Vitesse de refroidissement | Modère et stabilise la solidification | Assure une microstructure et une composition uniformes |
| Contrôle des défauts | Élimine les effets du refroidissement rapide | Prévient les retassures et les fissures induites par les contraintes |
| Qualité du matériau | Facilite un meilleur écoulement et tassement du métal en fusion | Résulte en une densité et une intégrité du lingot plus élevées |
Améliorez la précision de votre coulée avec KINTEK
Obtenir le tampon thermique parfait de 300 °C nécessite un équipement fiable et performant. Soutenu par une R&D et une fabrication expertes, KINTEK propose une gamme complète de systèmes Muffle, Tube, Rotatif, sous Vide et CVD, ainsi que des fours de laboratoire spécialisés à haute température, tous entièrement personnalisables pour répondre à vos besoins métallurgiques uniques.
Ne laissez pas le stress thermique compromettre la qualité de votre alliage Mg-Zn-xSr. Contactez nos spécialistes dès aujourd'hui pour trouver la solution thermique idéale pour votre laboratoire et garantir des résultats sans défaut et de haute densité à chaque fois.
Guide Visuel
Références
- Hongxuan Liu, Jingzhong Xu. Discharge Properties and Electrochemical Behaviors of Mg-Zn-xSr Magnesium Anodes for Mg–Air Batteries. DOI: 10.3390/ma17174179
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Éléments chauffants thermiques en disiliciure de molybdène MoSi2 pour four électrique
- Four de traitement thermique sous vide du molybdène
Les gens demandent aussi
- Quelles sont les propriétés du disiliciure de molybdène (MoSi2) qui le rendent adapté aux applications à haute température ? Découvrez sa résilience à haute température
- Comment les éléments chauffants en MoSi2 sont-ils utilisés dans le traitement thermique des métaux ? Obtenez un traitement thermique supérieur pour les métaux
- Quels sont les avantages de la longue durée de vie des éléments chauffants MoSi2 ? Améliorer l'efficacité et réduire les coûts
- Quelles sont les applications des éléments chauffants en disiliciure de molybdène ? Atteindre une stabilité thermique extrême pour les processus industriels
- Quelles sont les températures d'application typiques des éléments chauffants en disiliciure de molybdène (MoSi2) ? Maîtriser les performances à haute température

