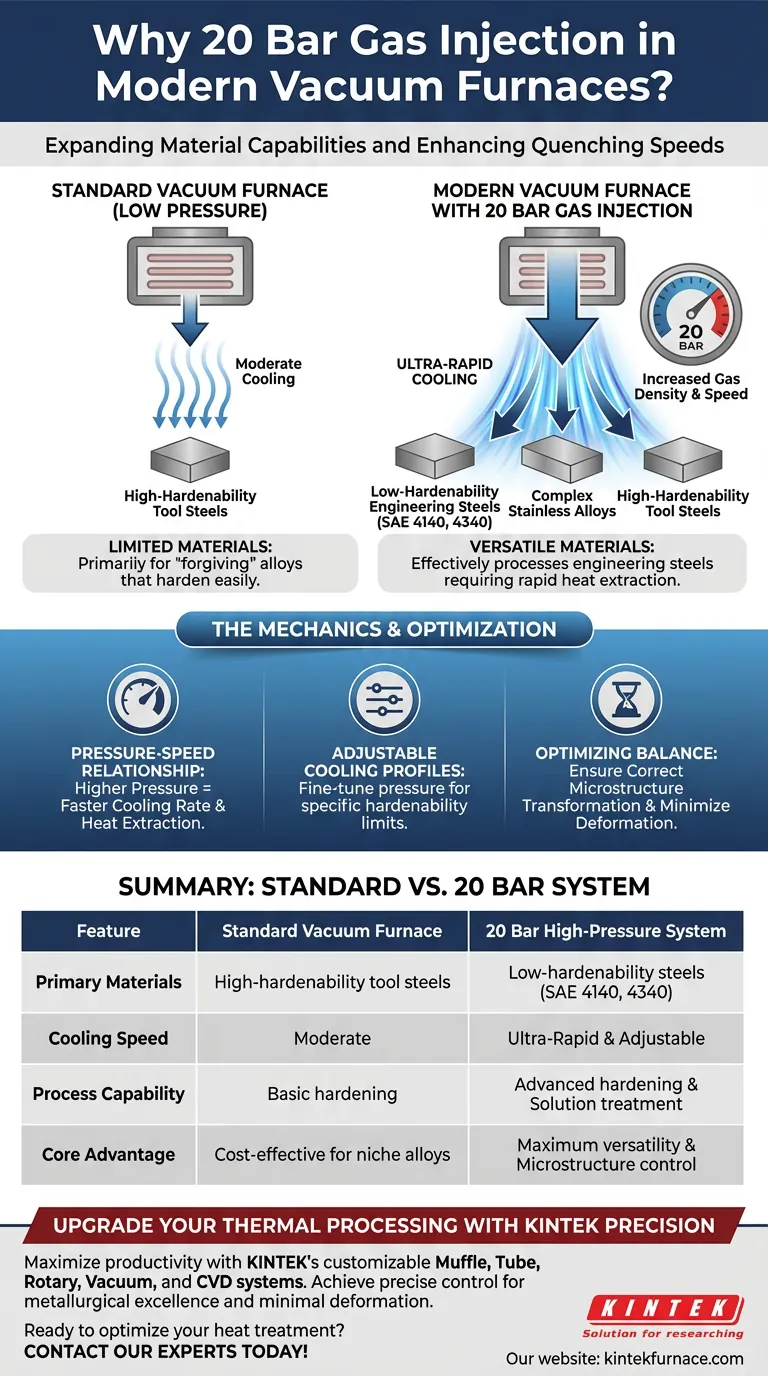
Les fours à vide modernes utilisent des systèmes d'injection de gaz à 20 bars pour augmenter considérablement les vitesses de trempe, élargissant ainsi la gamme de matériaux traitables. Alors que les fours à vide standard traitent facilement les aciers à outils à haute trempabilité, la pression accrue permet le traitement efficace des aciers d'ingénierie à faible trempabilité et des alliages d'acier inoxydable complexes.
En augmentant la pression d'injection de gaz à 20 bars, les opérateurs peuvent accélérer considérablement les vitesses de refroidissement. Cela transforme le four à vide d'un outil de niche pour les alliages de haute qualité en un système polyvalent capable de durcir les aciers d'ingénierie courants comme les SAE 4140 et 4340.

Élargir les capacités des matériaux
Au-delà des aciers à outils
Historiquement, les fours à vide étaient principalement réservés aux aciers à outils à haute trempabilité. Ces matériaux sont "indulgents", ce qui signifie qu'ils peuvent durcir correctement même avec des vitesses de refroidissement plus lentes.
Traitement des aciers d'ingénierie
L'introduction des systèmes à 20 bars ouvre la porte aux aciers d'ingénierie à faible trempabilité, tels que les SAE 4140 et 4340. Ces matériaux nécessitent une extraction rapide de la chaleur pour atteindre la dureté souhaitée. Sans trempe à haute pression, ces aciers ne se transformeraient pas correctement dans un environnement sous vide.
Traitement de solution pour les alliages d'acier inoxydable
Les capacités de haute pression sont également essentielles pour le traitement de solution des aciers inoxydables spéciaux. Ces alliages nécessitent souvent des profils de refroidissement spécifiques et rapides pour maintenir la résistance à la corrosion et la résistance mécanique.
La mécanique de la trempe à haute pression
La relation pression-vitesse
Il existe une corrélation directe entre la pression d'injection de gaz et la vitesse de trempe. Lorsque la pression augmente à 20 bars, la densité du gaz de refroidissement augmente, ce qui lui permet d'extraire la chaleur de la charge beaucoup plus rapidement.
Profils de refroidissement réglables
Un système de 20 bars ne vous oblige pas à fonctionner toujours à pression maximale. Au lieu de cela, il offre un "plafond" de performance plus élevé. Les techniciens peuvent ajuster la pression pour correspondre aux limites de trempabilité spécifiques du matériau traité.
Optimiser l'équilibre de refroidissement
Assurer la transformation de la microstructure
L'objectif principal de la pression accrue est d'assurer que l'acier subisse la transformation microstructurale correcte. Si le refroidissement est trop lent, le matériau ne durcira pas ; il restera mou et structurellement faible.
Contrôler la déformation
Bien que la vitesse soit nécessaire pour la dureté, un refroidissement rapide incontrôlé peut provoquer des déformations ou des fissures. L'avantage d'un système moderne de 20 bars est la capacité d'affiner la vitesse de refroidissement. Cela permet à l'opérateur de refroidir la pièce juste assez rapidement pour la durcir, mais assez lentement pour minimiser la déformation.
Faire le bon choix pour votre objectif
Pour déterminer si un système de 20 bars est nécessaire pour vos opérations, considérez vos exigences métallurgiques spécifiques.
- Si votre objectif principal est la polyvalence opérationnelle : Un système de 20 bars est essentiel si vous prévoyez de traiter un mélange d'aciers à outils de haute qualité et d'aciers d'ingénierie courants comme le SAE 4140.
- Si votre objectif principal est la précision dimensionnelle : La pression réglable vous permet de trouver l'équilibre parfait entre l'obtention de la dureté et le maintien de la forme de la pièce.
En fin de compte, un système d'injection de gaz de 20 bars offre la flexibilité essentielle nécessaire pour traiter un spectre plus large d'alliages sans compromettre la qualité métallurgique.
Tableau récapitulatif :
| Fonctionnalité | Four à vide standard | Système haute pression 20 bars |
|---|---|---|
| Matériaux principaux | Aciers à outils à haute trempabilité | Aciers à faible trempabilité (SAE 4140, 4340) |
| Vitesse de refroidissement | Modérée | Ultra-rapide et réglable |
| Capacité de traitement | Durcissement de base | Durcissement avancé et traitement de solution |
| Avantage principal | Rentable pour les alliages de niche | Polyvalence maximale et contrôle de la microstructure |
Améliorez votre traitement thermique avec KINTEK Precision
Maximisez la productivité de votre laboratoire et la polyvalence des matériaux avec les systèmes à vide haute performance de KINTEK. Soutenus par une R&D experte et une fabrication de classe mondiale, nous proposons une gamme complète de systèmes Muffle, Tube, Rotatifs, sous vide et CVD, tous entièrement personnalisables pour répondre à vos exigences spécifiques de haute température. Que vous trempiez des aciers d'ingénierie à 20 bars ou que vous effectuiez des traitements de solution délicats, nos fours offrent le contrôle précis dont vous avez besoin pour garantir l'excellence métallurgique et une déformation minimale.
Prêt à optimiser vos résultats de traitement thermique ? Contactez nos experts dès aujourd'hui pour trouver votre solution personnalisée !
Guide Visuel
Références
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four tubulaire sous vide à haute pression pour laboratoire Four tubulaire à quartz
- Four de fusion à induction sous vide et four de fusion à arc
- Four de traitement thermique et de frittage sous vide à pression d'air 9MPa
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
Les gens demandent aussi
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion
- Quels sont les principaux composants structurels d'un four de frittage sous vide ? Débloquez la précision dans le traitement à haute température
- Quels sont les avantages de l'utilisation de fours de traitement thermique sous vide pour les alliages métalliques ? Obtenez des propriétés et des performances métalliques supérieures
- Quels sont les composants clés d'un four de frittage sous vide ? Pièces essentielles pour le traitement de précision des matériaux
- Quelle est la fonction d'un four de frittage sous vide dans le processus SAGBD ? Optimisation de la coercitivité magnétique et des performances



















