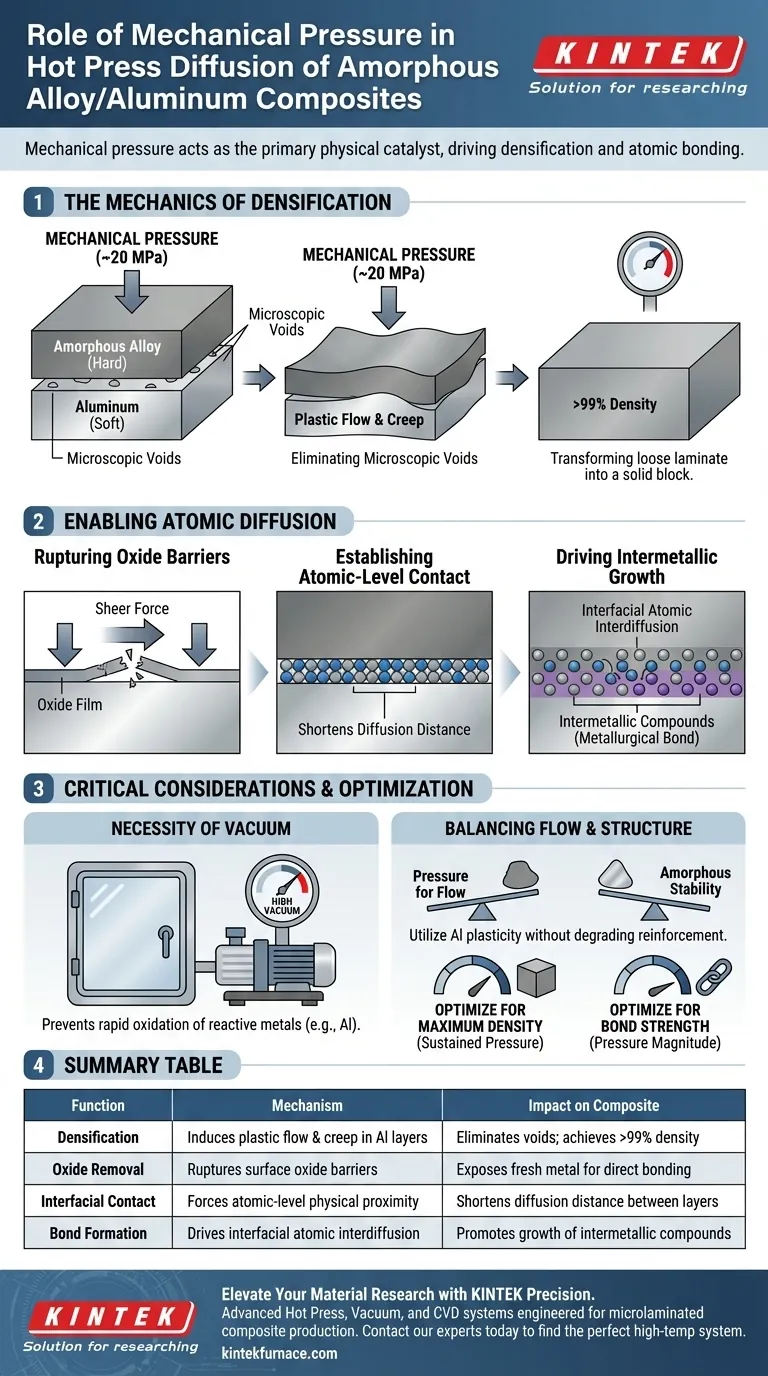
La pression mécanique agit comme le catalyseur physique principal pour le collage des composites microlaminés d'alliages amorphes/aluminium. En appliquant une force continue, généralement autour de 20 MPa, vous contraignez les couches d'aluminium plus tendres à subir une déformation plastique et un fluage importants. Ce mécanisme remplit les vides microscopiques et assure le contact au niveau atomique nécessaire à une diffusion réussie.
Point essentiel La pression mécanique ne fait pas que maintenir les couches ensemble ; elle induit activement la transition du matériau d'une structure empilée à un composite unifié. Elle crée une densification en forçant l'aluminium tendre dans les interstices et en rompant les oxydes de surface, créant ainsi le contact intime requis pour l'interdiffusion atomique et la croissance intermétallique.
La mécanique de la densification
Induction du flux plastique
Le rôle principal de la pression mécanique est d'exploiter les différences mécaniques entre les couches. Les couches d'aluminium sont nettement plus tendres que les rubans d'alliage amorphe.
Sous pression continue (par exemple, 20 MPa), l'aluminium subit un flux plastique et un fluage. Cela force l'aluminium à se déformer et à s'adapter à la topographie de surface de l'alliage amorphe plus dur.
Élimination des vides microscopiques
Au fur et à mesure que l'aluminium se déforme, il s'écoule et remplit les vides microscopiques inhérents à la structure empilée.
Ce processus est essentiel pour atteindre une densité de matériau élevée, dépassant souvent 99 %. En éliminant ces espaces, la pression transforme un stratifié lâche en un bloc solide et entièrement dense.
Permettre la diffusion atomique
Établissement du contact au niveau atomique
La diffusion ne peut pas se produire à travers un espace physique. La pression mécanique force les couches à un contact physique au niveau atomique.
Ce contact étroit réduit considérablement la distance nécessaire aux atomes pour se déplacer entre les couches, agissant comme un prérequis à toute liaison chimique.
Rupture des barrières d'oxyde
L'aluminium crée un film d'oxyde naturel et distinct à sa surface qui inhibe le collage.
La force appliquée lors du processus de pressage à chaud aide à rompre ce film d'oxyde. La rupture de cette barrière augmente la zone de contact physique directe entre la matrice métallique et le renfort, exposant des surfaces métalliques fraîches pour le collage.
Induction de la croissance intermétallique
Une fois les barrières physiques éliminées, la pression fournit la force motrice pour l'interdiffusion atomique interfaciale.
Cet échange d'atomes entre les couches facilite la nucléation et la croissance de composés intermétalliques, ce qui crée la liaison métallurgique finale entre l'alliage amorphe et l'aluminium.
Considérations critiques et compromis
La nécessité du vide
La pression seule ne peut garantir un collage de haute qualité si l'environnement est réactif.
Le traitement à haute température crée un risque d'oxydation rapide pour les métaux réactifs comme l'aluminium. Par conséquent, la pression mécanique doit être appliquée dans un environnement sous vide poussé pour éviter la formation de nouvelles inclusions d'oxyde qui affaibliraient l'interface.
Équilibrer flux et structure
Bien que la pression induise la densification, elle repose sur la ductilité de l'aluminium pour qu'il s'écoule.
Si la pression est insuffisante, des vides subsistent, entraînant une faiblesse structurelle. Inversement, le processus repose sur la stabilité de l'alliage amorphe ; la pression utilise la plasticité de l'aluminium sans dégrader la nature amorphe des couches de renfort.
Optimisation du processus de pressage à chaud
Pour obtenir des propriétés mécaniques spécifiques dans votre composite, considérez comment vous manipulez la variable de pression :
- Si votre objectif principal est la densité maximale : Assurez-vous que la pression est maintenue suffisamment longtemps pour permettre à l'aluminium de s'écouler complètement dans tous les vides interstitiels.
- Si votre objectif principal est la résistance de la liaison interfaciale : Privilégiez l'amplitude de la pression pour assurer la rupture efficace du film d'oxyde d'aluminium, permettant une diffusion directe métal-métal.
En contrôlant la pression mécanique, vous dictez activement l'intégrité structurelle et la connectivité chimique du composite microlaminé final.
Tableau récapitulatif :
| Fonction | Mécanisme | Impact sur le composite |
|---|---|---|
| Densification | Induit le flux plastique et le fluage dans les couches d'Al | Élimine les vides ; atteint une densité >99 % |
| Élimination de l'oxyde | Rompt les barrières d'oxyde de surface | Expose du métal frais pour un collage direct |
| Contact inter facial | Force la proximité physique au niveau atomique | Réduit la distance de diffusion entre les couches |
| Formation de liaison | Induit l'interdiffusion atomique interfaciale | Favorise la croissance de composés intermétalliques |
Élevez votre recherche de matériaux avec la précision KINTEK
Libérez tout le potentiel de vos matériaux composites grâce à un contrôle thermique et mécanique supérieur. Soutenu par une R&D experte et une fabrication de classe mondiale, KINTEK fournit des systèmes avancés de pressage à chaud, de vide et de CVD conçus pour les exigences rigoureuses de la production de composites microlaminés.
Que vous ayez besoin de fours à moufle, tubulaires ou rotatifs personnalisés pour des traitements thermiques spécialisés, nos solutions de laboratoire garantissent les environnements de pression et de vide précis nécessaires à un collage de haute densité et sans défaut.
Prêt à optimiser votre processus de fabrication ? Contactez nos experts dès aujourd'hui pour trouver le système haute température idéal pour vos besoins de recherche uniques.
Guide Visuel
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four tubulaire sous vide à haute pression pour laboratoire Four tubulaire à quartz
Les gens demandent aussi
- Quelle est la fonction principale de l'environnement sous vide dans un four de pressage à chaud sous vide lors du traitement des alliages de titane ? Prévenir la fragilisation pour une ductilité supérieure
- Comment les fours de pressage à chaud sous vide ont-ils transformé le traitement des matériaux ? Atteignez une densité et une pureté supérieures
- Quels sont les principaux composants d'un four de pressage à chaud sous vide ? Maîtriser les systèmes essentiels pour un traitement précis des matériaux
- Quelles considérations guident la sélection des éléments chauffants et des méthodes de pressurisation pour un four de pressage à chaud sous vide ?
- Qu'est-ce qu'un four de frittage sous vide à chaud ? Libérez des performances matérielles supérieures





