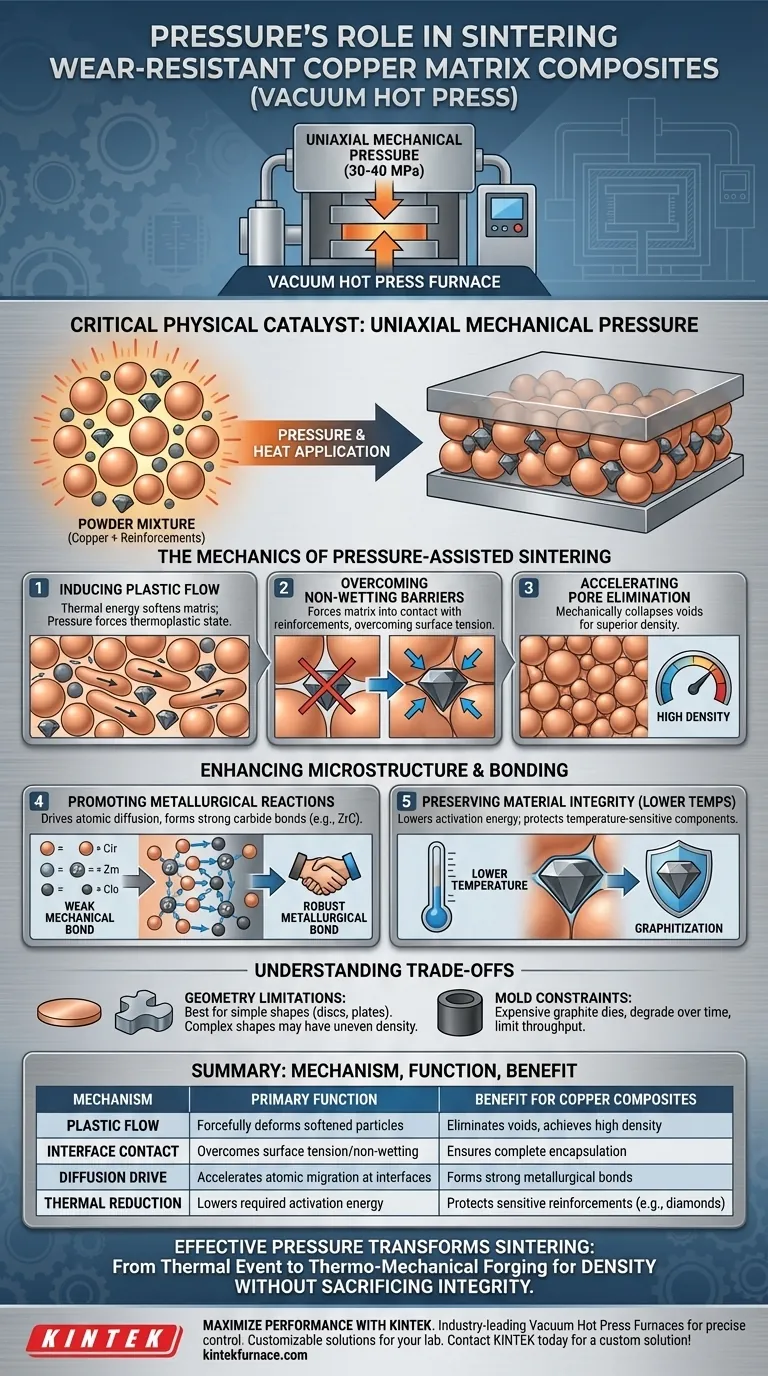
La pression mécanique uniaxiale agit comme un catalyseur physique essentiel qui permet la densification là où l'énergie thermique seule échouerait. En appliquant une force significative (typiquement 30–40 MPa) directement sur le mélange de poudres pendant la phase de chauffage, le four induit le fluage plastique et le réarrangement des particules, écrasant physiquement les vides et forçant la matrice de cuivre à s'adapter autour des particules rigides résistantes à l'usure.
Point clé L'application de la pression remplit deux fonctions simultanées : elle force mécaniquement la densification pour surmonter le comportement naturel de non-mouillage des composites de cuivre, et elle permet le frittage à des températures plus basses. Cette dualité préserve l'intégrité des composants sensibles à la température (comme les diamants) tout en garantissant une matrice structurellement saine et sans vide.

La mécanique du frittage assisté par pression
Induction du fluage plastique
L'énergie thermique ramollit la matrice de cuivre, mais la pression est nécessaire pour la déplacer. L'application d'une pression uniaxiale force les particules métalliques dans un état thermoplastique. Cela amène les particules à glisser les unes sur les autres et à se déformer, remplissant les espaces interstitiels qui resteraient autrement sous forme de pores.
Surmonter les barrières de non-mouillage
Le cuivre résiste naturellement à la liaison avec certains matériaux à base de carbone, tels que le graphite ou le diamant. Une pression mécanique élevée surmonte ce problème de tension superficielle et de non-mouillage en forçant physiquement la matrice à entrer en contact avec la phase de renforcement. Cela garantit l'encapsulation complète des particules résistantes à l'usure, ce qui est impossible avec le frittage sans pression.
Accélération de l'élimination des pores
Dans le frittage standard, les pores se ferment lentement par diffusion ; dans le pressage à chaud, ils sont mécaniquement effondrés. La force externe élimine de force les vides entre les particules, augmentant considérablement la densité finale du composite. Cela se traduit par un matériau en vrac aux propriétés mécaniques supérieures et avec moins de défauts structurels.
Amélioration de la microstructure et de la liaison
Promotion des réactions métallurgiques
La pression ne fait pas que compacter les particules ; elle entraîne la diffusion atomique. L'énergie mécanique aide à entraîner les éléments d'alliage (tels que le zirconium) à l'interface, déclenchant des réactions qui forment des carbures (par exemple, le carbure de zirconium). Cela fait passer le composite d'une liaison mécanique faible à une liaison métallurgique robuste.
Préservation de l'intégrité du matériau grâce à des températures plus basses
La pression abaisse l'énergie d'activation requise pour la densification. Cela permet au processus d'atteindre une densité élevée à des températures plus basses ou des temps de maintien considérablement plus courts. La réduction de l'exposition thermique est essentielle pour empêcher la graphitisation des diamants et arrêter la croissance excessive des grains dans la matrice de cuivre.
Comprendre les compromis
Limites géométriques
La pression est appliquée de manière uniaxiale (par le haut et par le bas). Cela rend le processus excellent pour les formes simples comme les disques ou les plaques, mais inadapté aux géométries complexes et non symétriques qui peuvent subir une densité inégale.
Contraintes du moule
Le processus repose sur des matrices en graphite pour transmettre la pression à haute température. Ces moules sont coûteux, se dégradent avec le temps et limitent le rendement du processus de fabrication par rapport aux méthodes de frittage continues.
Faire le bon choix pour votre objectif
- Si votre objectif principal est de préserver la dureté du diamant : Privilégiez une pression plus élevée pour permettre des températures de frittage plus basses, en maintenant le processus en dessous du seuil de graphitisation (environ 1000°C).
- Si votre objectif principal est la résistance de la liaison interfaciale : Assurez-vous que la pression est maintenue pendant le maintien à température maximale pour entraîner la diffusion des éléments actifs (comme le Zr ou le Ti) pour la formation de carbure.
- Si votre objectif principal est la densité maximale : Utilisez la pression spécifiquement pour surmonter les caractéristiques de non-mouillage entre la matrice de cuivre et les renforts en graphite/céramique.
L'utilisation efficace de la pression transforme le processus de frittage d'un événement thermique en un forgeage thermo-mécanique, garantissant la densité sans sacrifier l'intégrité du matériau.
Tableau récapitulatif :
| Mécanisme | Fonction principale | Avantage pour les composites de cuivre |
|---|---|---|
| Fluage plastique | Déforme de force les particules métalliques ramollies | Élimine les vides et atteint une densité proche de la théorique |
| Contact interfaciale | Surmonte la tension superficielle/le non-mouillage | Assure l'encapsulation complète des particules résistantes à l'usure |
| Entraînement de diffusion | Accélère la migration atomique aux interfaces | Forme des liaisons métallurgiques solides via la formation de carbure |
| Réduction thermique | Abaisse l'énergie d'activation requise | Protège les renforts sensibles à la température comme les diamants |
Maximisez les performances de votre matériau avec KINTEK
L'ingénierie de précision exige un contrôle précis de la température et de la pression. KINTEK fournit des fours de frittage sous vide, des fours étuves, des fours tubulaires et des systèmes CVD de pointe, conçus pour répondre aux exigences rigoureuses de la synthèse de matériaux avancés.
Que vous développiez des composites à matrice de cuivre résistants à l'usure ou des alliages haute performance, nos équipes R&D et de fabrication expertes proposent des fours de laboratoire haute température personnalisables, adaptés à vos spécifications uniques. Assurez une densité et une intégrité structurelle supérieures pour vos projets dès aujourd'hui.
Prêt à améliorer les capacités de votre laboratoire ? Contactez KINTEK dès aujourd'hui pour une solution personnalisée !
Guide Visuel
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four tubulaire sous vide à haute pression pour laboratoire Four tubulaire à quartz
Les gens demandent aussi
- Qu'est-ce qu'un four de frittage sous vide à chaud ? Libérez des performances matérielles supérieures
- Quelles sont les caractéristiques de sécurité intégrées dans les fours à pressage chaud sous vide ? Assurer la protection de l'opérateur et de l'équipement
- Comment les fours de pressage à chaud sous vide ont-ils transformé le traitement des matériaux ? Atteignez une densité et une pureté supérieures
- Quelles considérations guident la sélection des éléments chauffants et des méthodes de pressurisation pour un four de pressage à chaud sous vide ?
- Quels sont les avantages du système d'environnement sous vide dans un four de pressage à chaud sous vide ? Obtenez un frittage à haute densité



















