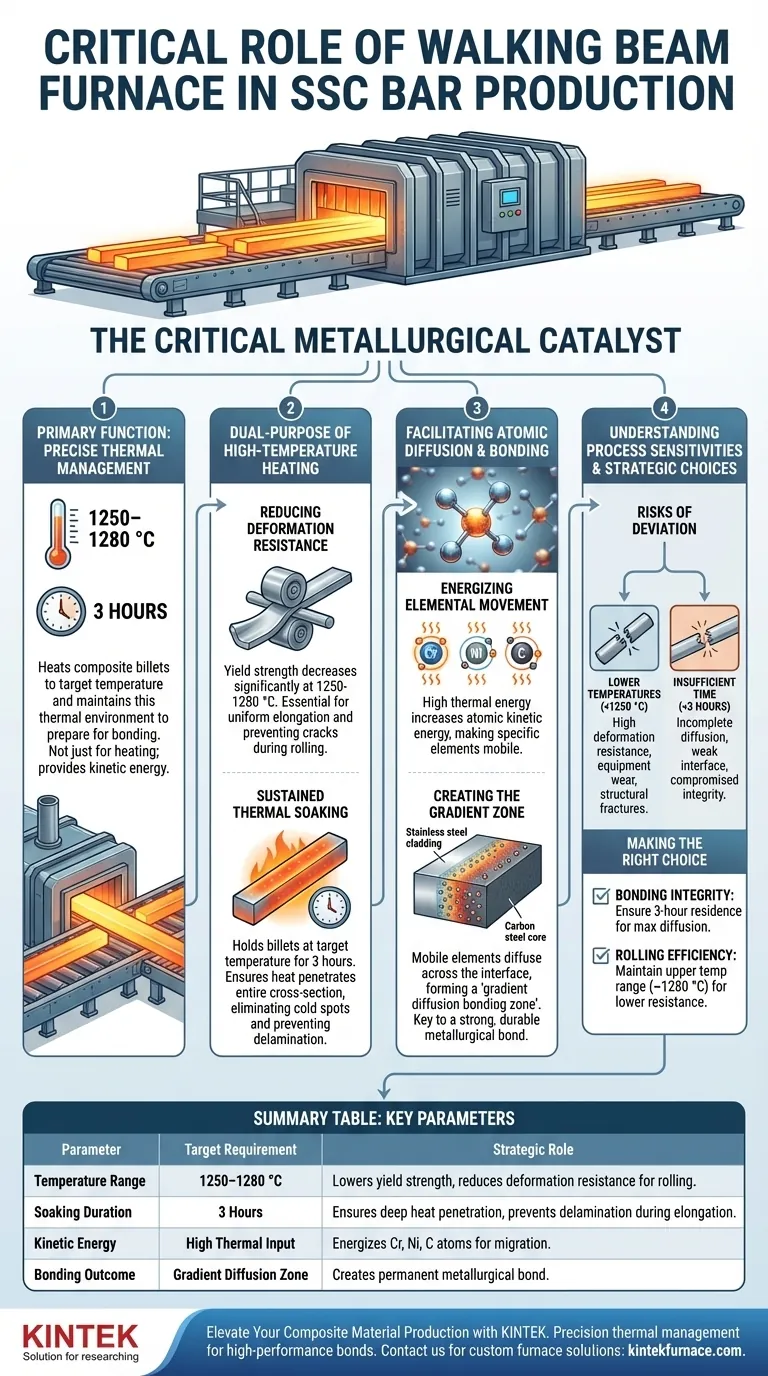
Le four de chauffage à poutre mobile de qualité industrielle sert de catalyseur métallurgique essentiel dans la production de barres d'acier au carbone plaqué d'acier inoxydable (SSC). Sa fonction principale est de chauffer les billettes composites à une plage de température précise de 1250–1280 °C et de maintenir cet environnement thermique pendant exactement trois heures pour préparer les matériaux au soudage.
Ce processus fait plus que simplement chauffer le métal ; il fournit l'énergie cinétique nécessaire à la migration atomique, créant une zone de liaison par diffusion de gradient qui unifie structurellement les couches d'acier inoxydable et d'acier au carbone.

Le double objectif du chauffage à haute température
Le four n'est pas simplement une zone de transit pour le laminoir ; c'est là que les propriétés fondamentales du matériau composite sont établies.
Réduction de la résistance à la déformation
Pour laminer avec succès une billette composite en barre, le matériau doit être malléable.
Le four chauffe la billette entre 1250 °C et 1280 °C.
À cette température, la limite d'élasticité du métal diminue considérablement. Cette réduction de la résistance à la déformation est essentielle pour le processus de laminage ultérieur, évitant les fissures et assurant une élongation uniforme.
Trempe thermique soutenue
Atteindre la température cible n'est que la première étape ; la maintenir est tout aussi vital.
Le four à poutre mobile maintient les billettes à la température cible pendant une durée prolongée de trois heures.
Cette période de "trempe" garantit que la chaleur pénètre dans toute la section transversale de la billette, éliminant les points froids qui pourraient entraîner une délamination pendant le laminage.
Faciliter la diffusion atomique
Le rôle le plus distinctif du four dans la production SSC est de permettre la liaison métallurgique entre les deux métaux dissemblables.
Énergiser le mouvement élémentaire
Le soudage de l'acier inoxydable à l'acier au carbone nécessite plus qu'une pression mécanique ; il nécessite une interaction chimique à l'interface.
La haute énergie thermique fournie par le four augmente l'énergie cinétique des atomes dans le métal.
Cette énergie permet à des éléments spécifiques, à savoir le chrome, le nickel et le carbone, de devenir mobiles.
Création de la zone de gradient
Une fois mobilisés, ces éléments diffusent à travers l'interface entre le revêtement en acier inoxydable et le noyau en acier au carbone.
Cette diffusion crée une "zone de liaison par diffusion de gradient", où la composition passe progressivement plutôt qu'abruptement.
Cette zone est la clé d'une liaison solide et durable qui ne se décollera pas ou ne se séparera pas sous contrainte.
Comprendre les sensibilités du processus
Bien que le four permette la production, une adhésion stricte aux paramètres du processus est requise pour éviter les défaillances.
Les risques des températures plus basses
Si la température descend en dessous du seuil de 1250 °C, la résistance à la déformation reste trop élevée.
Cela peut entraîner une usure excessive de l'équipement de laminage et des fractures structurelles potentielles dans la billette.
L'impact d'un temps insuffisant
Si la durée de trempe de trois heures est écourtée, la diffusion élémentaire sera incomplète.
Sans temps suffisant pour la migration du chrome et du nickel, la zone de gradient ne se formera pas correctement.
Il en résulte une interface faible, compromettant l'intégrité de la barre plaquée finale.
Faire le bon choix pour votre objectif
Le fonctionnement du four à poutre mobile doit être adapté à vos exigences métallurgiques spécifiques.
- Si votre objectif principal est l'intégrité de la liaison : Assurez-vous que le temps de séjour est strictement maintenu à 3 heures pour maximiser la diffusion du chrome et du nickel à travers l'interface.
- Si votre objectif principal est l'efficacité du laminage : Privilégiez le maintien de la plage de température supérieure (près de 1280 °C) pour minimiser la résistance à la déformation et réduire la charge sur le laminoir.
Une gestion thermique précise fait la différence entre deux métaux séparés et un composite unifié unique et performant.
Tableau récapitulatif :
| Paramètre | Exigence ciblée | Rôle stratégique dans la production SSC |
|---|---|---|
| Plage de température | 1250–1280 °C | Abaisse la limite d'élasticité et réduit la résistance à la déformation pour le laminage. |
| Durée de trempe | 3 heures | Assure une pénétration profonde de la chaleur et évite la délamination pendant l'élongation. |
| Énergie cinétique | Apport thermique élevé | Énergise les atomes de Cr, Ni et C pour initier la migration à travers l'interface. |
| Résultat de la liaison | Zone de diffusion de gradient | Crée une liaison métallurgique permanente entre l'acier inoxydable et l'acier au carbone. |
Élevez votre production de matériaux composites avec KINTEK
Une gestion thermique de précision fait la différence entre une interface faible et une liaison métallurgique haute performance. Soutenu par une R&D et une fabrication expertes, KINTEK propose des systèmes Muffle, Tube, Rotary, Vacuum et CVD haute performance, ainsi que des fours industriels et de laboratoire haute température personnalisés, adaptés à vos besoins uniques de production SSC.
Que vous affiniez les paramètres de diffusion atomique ou optimisiez l'efficacité du laminage, notre équipe technique est prête à fournir l'équipement spécialisé dont vous avez besoin.
Contactez KINTEK dès aujourd'hui pour discuter de votre solution de four personnalisée
Guide Visuel
Références
- G. X. Liang, T.‐H. Chen. Interfacial Bonding Properties Experimental Research of 316L Stainless Steel–Carbon Steel Clad Rebar in the Process of Intermediate and Finish Rolling. DOI: 10.3390/met15020108
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Machine à four tubulaire CVD à zones de chauffage multiples pour équipement de dépôt chimique en phase vapeur
- Four de frittage et de brasage pour traitement thermique sous vide
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four tubulaire rotatif divisé à zones de chauffage multiples Four tubulaire rotatif
- Four de frittage sous vide pour traitement thermique Four de frittage sous vide pour fil de molybdène
Les gens demandent aussi
- Quelles applications de protection de l'environnement utilisent les fours tubulaires multizones ? Révélez la précision dans le traitement des déchets et les technologies vertes
- Comment les fours tubulaires multizones sont-ils utilisés dans la recherche sur la céramique, la métallurgie et le verre ? Débloquez un contrôle thermique précis pour les matériaux avancés
- Quels sont les avantages d'intégrer plusieurs zones de chauffage dans un four tubulaire ? Débloquez un contrôle thermique précis
- Quelles capacités liées à la température rendent les fours tubulaires multizones précieux pour la recherche ? Débloquez un contrôle thermique de précision
- Pourquoi les fours tubulaires multi-zones sont-ils particulièrement utiles pour la recherche sur les nanomatériaux ? Maîtrisez un contrôle thermique précis pour une synthèse avancée



















