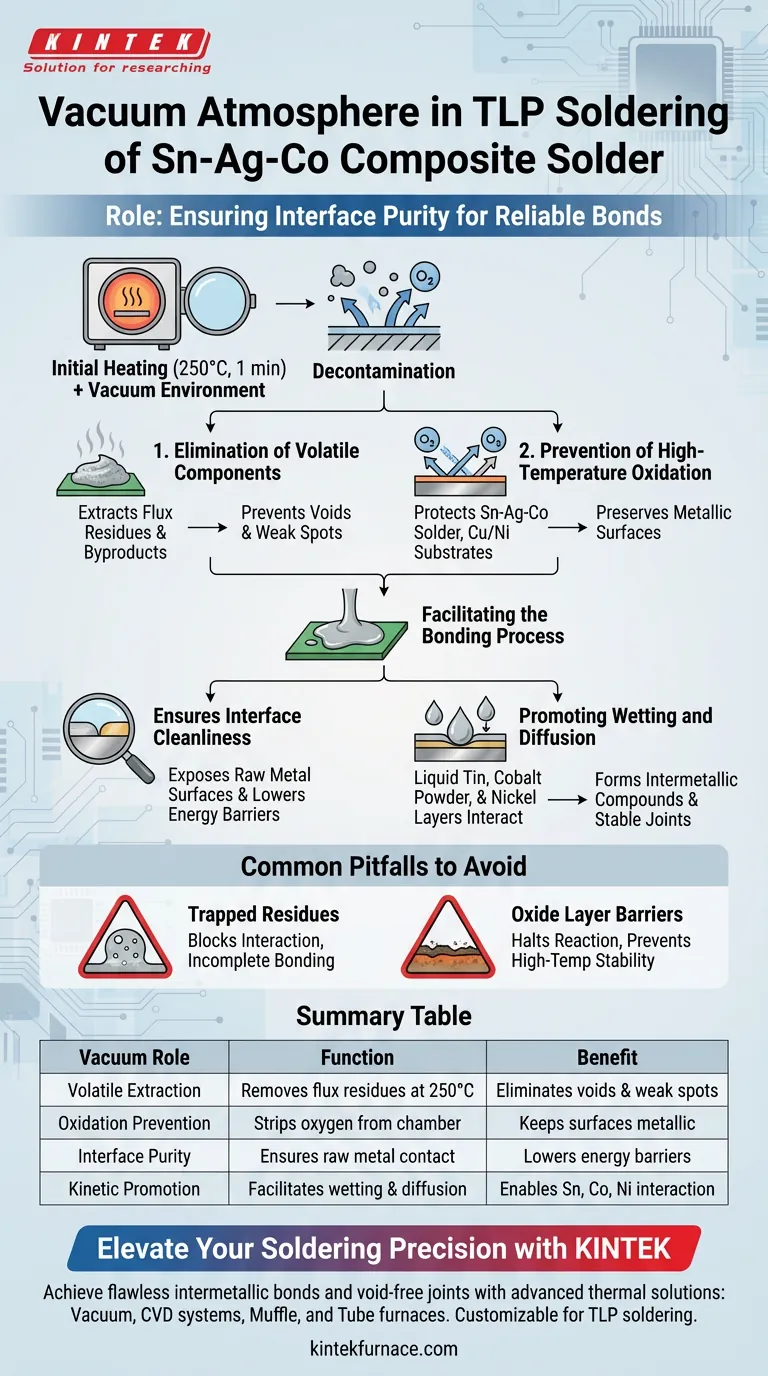
Le rôle d'une atmosphère sous vide est d'assurer la pureté de l'interface pendant l'étape critique de chauffage initial du brasage par phase liquide transitoire (TLP). Plus précisément, le chauffage du composite de soudure Sn-Ag-Co à 250 °C pendant une minute sous vide élimine les résidus de flux volatils et empêche l'oxydation. Cela crée un environnement vierge qui permet à l'étain liquide, à la poudre de cobalt et aux couches de nickel d'interagir chimiquement, assurant une liaison fiable.
L'environnement sous vide agit comme une étape de purification, éliminant les contaminants et l'oxygène pour permettre les réactions essentielles de mouillage et de diffusion nécessaires à des joints TLP de haute qualité.
La mécanique de la décontamination
Élimination des composants volatils
Au cours du processus de brasage, la pâte à souder subit une transformation physique significative. La phase de chauffage initiale est conçue pour libérer les composants volatils piégés dans la pâte.
Une atmosphère sous vide extrait activement ces éléments volatils, notamment les résidus de flux. L'élimination précoce de ces sous-produits les empêche d'être piégés dans le joint final, ce qui pourrait autrement entraîner des vides ou des points faibles.
Prévention de l'oxydation à haute température
La chaleur accélère naturellement l'oxydation, ce qui est préjudiciable au brasage. L'environnement sous vide élimine l'oxygène de la chambre de processus.
Cela empêche l'oxydation à haute température de deux éléments critiques : le matériau de soudure Sn-Ag-Co lui-même et les interfaces de cuivre ou de nickel sur le substrat. La préservation de ces surfaces métalliques dans leur état métallique est essentielle pour les réactions chimiques ultérieures.
Faciliter le processus de liaison
Assurer la propreté de l'interface
Pour que le brasage TLP fonctionne, la phase liquide doit réagir avec la phase solide. Un vide assure la propreté de l'interface entre la soudure et le substrat.
En éliminant les contaminants physiques (volatils) et les barrières chimiques (oxydes), le vide expose les surfaces métalliques brutes. Cela abaisse les barrières d'énergie de surface qui inhibent généralement la liaison.
Promouvoir le mouillage et la diffusion
Une surface propre et exempte d'oxydes permet un mouillage supérieur. La soudure liquide peut s'étaler uniformément sur le substrat sans former de perles.
Plus important encore, ce contact favorise les réactions de diffusion. Dans ce système d'alliage spécifique, le vide permet l'interaction chimique nécessaire entre l'étain liquide, la poudre de cobalt en suspension dans la soudure et les couches de nickel du substrat.
Pièges courants à éviter
Le risque de résidus piégés
Si le vide est insuffisant ou si la durée de chauffage est trop courte, les résidus de flux peuvent ne pas s'évaporer complètement.
Ces résidus piégés agissent comme des contaminants. Ils bloquent physiquement l'interaction entre l'étain et le cobalt/nickel, entraînant une liaison incomplète et une réduction de la résistance mécanique.
La barrière des couches d'oxyde
Tenter ce processus dans un air ou une atmosphère inerte à forte teneur en oxygène peut être fatal pour le joint.
Même de fines couches d'oxyde sur les substrats en nickel ou en cuivre agissent comme des barrières de diffusion. Ces barrières arrêtent la réaction entre l'étain liquide et le substrat, empêchant la formation des composés intermétalliques qui confèrent aux joints TLP leur stabilité à haute température.
Faire le bon choix pour votre processus
Pour maximiser la fiabilité des joints TLP Sn-Ag-Co, considérez ces objectifs spécifiques :
- Si votre objectif principal est la réduction des vides : Assurez-vous que la phase de chauffage initiale à 250 °C est maintenue pendant au moins une minute sous vide pour permettre le dégazage complet des volatils de flux.
- Si votre objectif principal est la formation d'intermétalliques : Privilégiez un vide de haute qualité pour empêcher l'oxydation des couches de nickel, en veillant à ce que rien n'entrave la diffusion de l'étain liquide et du cobalt.
Le vide n'est pas seulement un environnement passif ; c'est un outil actif qui prépare la métallurgie pour une liaison réussie.
Tableau récapitulatif :
| Rôle du vide | Fonction | Bénéfice |
|---|---|---|
| Extraction des volatils | Élimine les résidus de flux à 250 °C | Élimine les vides et les points faibles |
| Prévention de l'oxydation | Élimine l'oxygène de la chambre | Maintient les surfaces de soudure et de substrat métalliques |
| Pureté de l'interface | Assure un contact métal-métal brut | Abaisse les barrières d'énergie de surface pour la liaison |
| Promotion cinétique | Facilite le mouillage et la diffusion | Permet l'interaction chimique de Sn, Co et Ni |
Améliorez la précision de votre brasage avec KINTEK
Obtenez des liaisons intermétalliques impeccables et des joints sans vide grâce à nos solutions thermiques avancées. Soutenu par une R&D et une fabrication expertes, KINTEK propose des fours sous vide, CVD, muffles et à tube à la pointe de la technologie, tous personnalisables pour répondre aux exigences rigoureuses de vos processus de brasage TLP et de laboratoire à haute température. Ne laissez pas l'oxydation compromettre vos recherches. Contactez-nous dès aujourd'hui pour trouver le système parfait pour vos besoins uniques !
Guide Visuel
Références
- Byungwoo Kim, Yoonchul Sohn. Transient Liquid Phase Bonding with Sn-Ag-Co Composite Solder for High-Temperature Applications. DOI: 10.3390/electronics13112173
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de traitement thermique et de frittage par induction sous vide 600T
Les gens demandent aussi
- Comment le traitement thermique sous vide affecte-t-il la structure des grains des alliages métalliques ? Atteignez un contrôle précis de la microstructure
- Quelle est l'importance du brasage sous vide dans la fabrication moderne ? Obtenez des joints solides et purs pour les applications critiques
- Quelle est la température du brasage en four sous vide ? Optimisez la résistance et la propreté de vos joints
- Quelle est la fonction des fours industriels de traitement thermique sous vide ? Améliorer la qualité de l'acier maraging imprimé en 3D
- Quelles sont les étapes d'un traitement typique de brasage sous vide ? Maîtrisez le processus pour des joints solides et propres



















