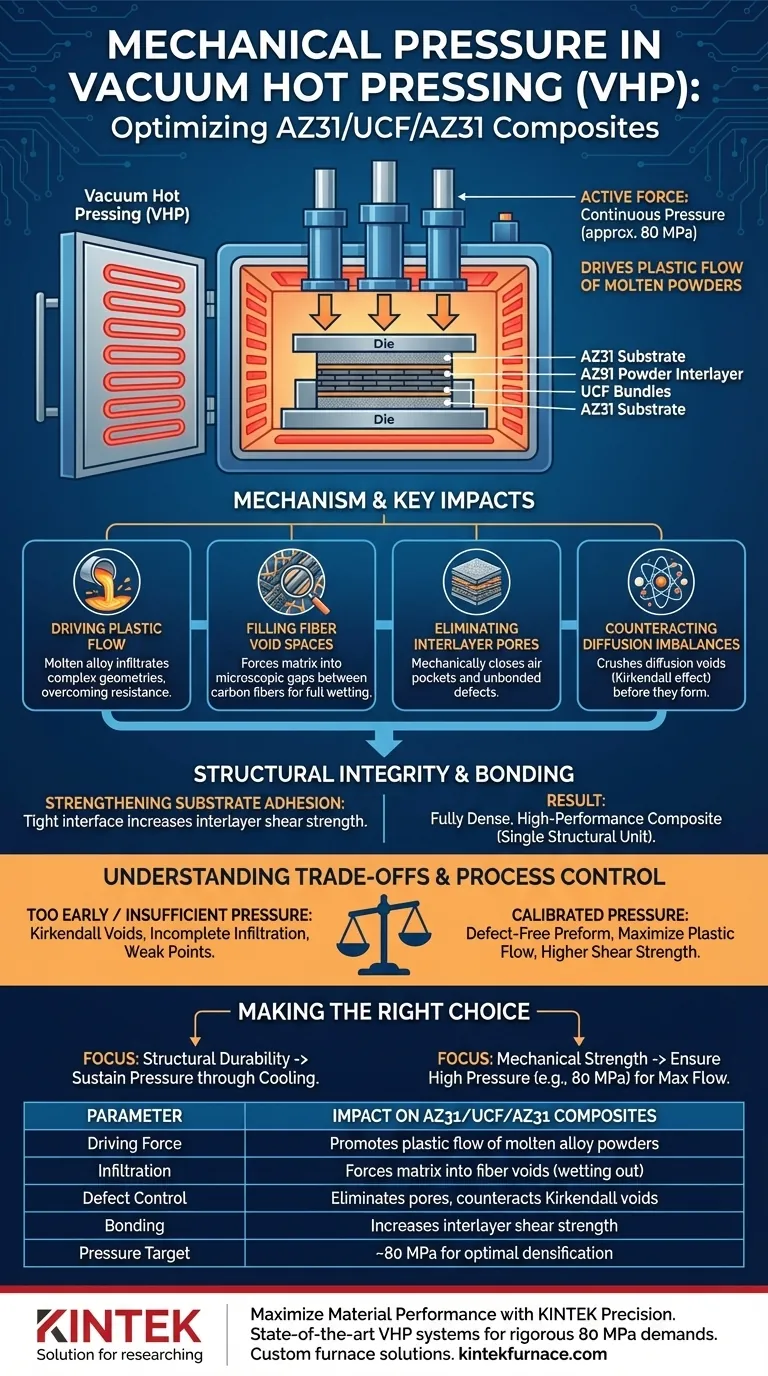
La pression mécanique est la force active responsable de la densification lors du Pressage à Chaud sous Vide (VHP) des composites AZ31/UCF/AZ31. En appliquant une pression continue (spécifiquement autour de 80 MPa), le processus entraîne le flux plastique des poudres d'alliage fondues (comme l'AZ91), les forçant à infiltrer les faisceaux de fibres de carbone et à éliminer les défauts structurels.
Point Clé
L'application de pression mécanique ne sert pas simplement à maintenir les composants ensemble ; c'est un paramètre de traitement critique qui force l'imprégnation des faisceaux de fibres et contrecarre la porosité. Il en résulte un composite entièrement dense avec une résistance au cisaillement inter-couches significativement plus élevée que ce qui pourrait être obtenu par le seul chauffage.

Le Mécanisme d'Infiltration et de Flux
Moteur du Flux Plastique
Dans un four VHP, la chaleur seule est souvent insuffisante pour consolider entièrement les couches composites. La pression mécanique favorise le flux plastique des poudres d'alliage fondues (souvent utilisées comme intercouche) situées entre les composants structurels.
Ce flux forcé est essentiel pour déplacer le matériau dans des géométries complexes que la gravité ou l'action capillaire ne peuvent atteindre.
Remplissage des Espaces Vides des Fibres
Le défi le plus critique dans la création de composites de fibres de carbone (UCF) est le "mouillage" des fibres. La pression appliquée force la matrice fondue à remplir complètement les vides microscopiques entre les faisceaux de fibres de carbone individuels.
Sans cette force externe, la tension superficielle empêcherait l'alliage de pénétrer le tissage des fibres, résultant en des zones "sèches" et des points faibles.
Intégrité Structurelle et Liaison
Élimination des Pores Inter-couches
Lorsque les matériaux sont chauffés, la diffusion atomique et l'expansion volumique peuvent créer des espaces. La pression continue agit pour éliminer les pores inter-couches et les défauts non liés qui se forment naturellement pendant le processus de stratification.
En comprimant l'empilement, le four assure que toutes les poches d'air potentielles ou les espaces causés par des irrégularités de surface sont mécaniquement fermés.
Contrecarre les Déséquilibres de Diffusion
Au niveau atomique, les taux de diffusion entre différents matériaux peuvent varier (par exemple, l'effet Kirkendall), pouvant entraîner la formation de vides.
La pression mécanique contrecarre activement la porosité causée par ces déséquilibres de diffusion atomique. Elle force les particules à un contact si étroit que les vides de diffusion sont écrasés avant qu'ils ne puissent compromettre l'intégrité du matériau.
Renforcement de l'Adhésion du Substrat
La pression assure une interface serrée et continue entre la couche renforcée et le substrat AZ31 solide.
Ce contact intime est directement responsable de l'augmentation de la résistance au cisaillement inter-couches, garantissant que le composite se comporte comme une unité structurelle unique plutôt qu'un empilement de plaques faiblement liées.
Comprendre les Compromis
La Nécessité du Contrôle du Processus
Bien que la pression soit bénéfique, elle doit être soigneusement calibrée. L'objectif est de créer une préforme sans défaut, mais la pression agit spécifiquement pour surmonter la résistance au flux.
Si la pression est retirée trop tôt ou est insuffisante, le matériau peut souffrir de vides de Kirkendall ou d'une infiltration incomplète. Inversement, le processus repose sur la présence d'une phase fondue (comme la poudre d'AZ91) pour faciliter ce flux ; la pression appliquée à des matériaux à l'état purement solide sans chaleur suffisante n'atteindrait pas la même infiltration des faisceaux de fibres.
Faire le Bon Choix pour Votre Objectif
Le rôle de la pression dans le VHP est multifacette. Selon vos exigences de performance spécifiques, vous devriez considérer le paramètre de pression sous différents angles :
- Si votre objectif principal est la Durabilité Structurelle : Priorisez le maintien de la pression pendant toute la phase de refroidissement pour empêcher la réouverture des pores ou la formation de vides de diffusion.
- Si votre objectif principal est la Résistance Mécanique : Assurez-vous que la pression est suffisamment élevée (par exemple, 80 MPa) pour maximiser le flux plastique, car cela est directement corrélé à une résistance au cisaillement inter-couches plus élevée.
En fin de compte, la pression mécanique transforme l'assemblage d'un empilement lâche de matériaux en un composite entièrement dense et performant.
Tableau Récapitulatif :
| Paramètre | Impact sur les Composites AZ31/UCF/AZ31 |
|---|---|
| Force Motrice | Favorise le flux plastique des poudres d'alliage fondues (par ex., AZ91) |
| Infiltration | Force la matrice dans les vides microscopiques des fibres de carbone (mouillage) |
| Contrôle des Défauts | Élimine les pores inter-couches et contrecarre les vides de Kirkendall |
| Liaison | Augmente la résistance au cisaillement inter-couches par contact intime avec le substrat |
| Cible de Pression | ~80 MPa requis pour une densification et une intégrité structurelle optimales |
Maximisez les Performances des Matériaux avec la Précision KINTEK
Obtenir une densification complète dans des composites AZ31 complexes nécessite l'équilibre exact de la chaleur et de la pression mécanique. KINTEK fournit des systèmes de Pressage à Chaud sous Vide (VHP) de pointe conçus pour répondre aux exigences rigoureuses telles que les processus d'infiltration à 80 MPa.
Soutenue par une R&D et une fabrication expertes, KINTEK propose des systèmes Muffle, Tube, Rotatifs, sous Vide et CVD, tous personnalisables selon vos besoins uniques de recherche ou de production. Que vous développiez des composites de qualité aérospatiale ou des échantillons de laboratoire à haute température, notre équipement assure un chauffage uniforme et un contrôle précis de la pression.
Prêt à éliminer les défauts structurels dans vos composites ? Contactez KINTEK dès aujourd'hui pour discuter de votre solution de four personnalisée.
Guide Visuel
Produits associés
- Four de traitement thermique et de frittage par induction sous vide 600T
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four tubulaire sous vide à haute pression pour laboratoire Four tubulaire à quartz
Les gens demandent aussi
- Pourquoi utiliser le pressage à chaud sous vide (VHP) pour les céramiques de ZnS ? Obtenir une transparence IR et une résistance mécanique supérieures
- Quels sont les avantages de l'utilisation d'un four de frittage par pressage à chaud sous vide pour la préparation de composites à matrice d'aluminium SiCw/2024 ? Obtenir des matériaux aérospatiaux haute performance
- Pourquoi un environnement sous vide est-il nécessaire dans un four de frittage par pressage à chaud sous vide lors de la préparation d'outils en céramique contenant des liants métalliques ? Obtenez la pureté pour des performances d'outils supérieures
- Comment un four de frittage par pressage à chaud sous vide atténue-t-il le gonflement du cuivre lors du frittage ? Résoudre les problèmes d'expansion Fe-Cu
- Quelle est la fonction principale d'un four de frittage par pressage à chaud sous vide dans la préparation d'alliages RuTi à haute densité ? Atteindre une densité et une pureté maximales



















