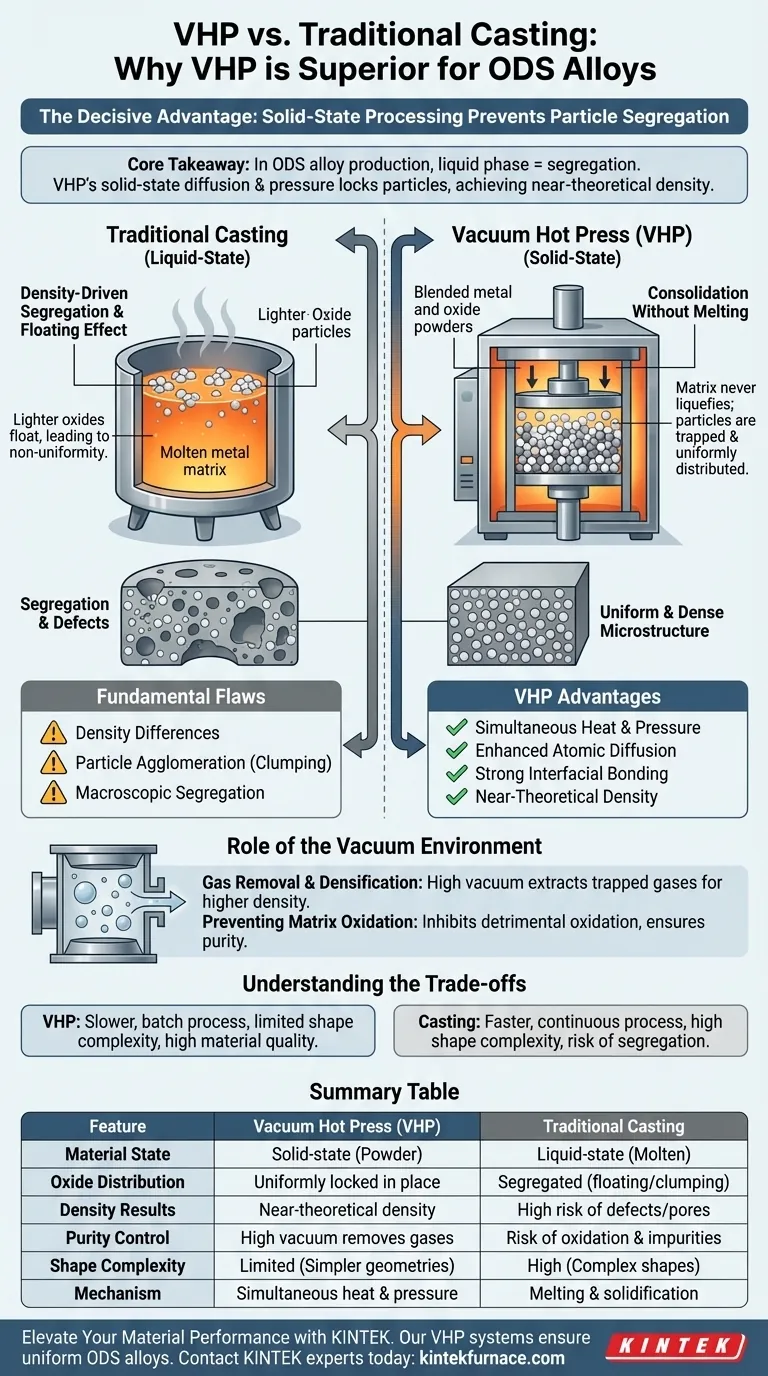
L'avantage décisif d'un four à pressage à chaud sous vide (VHP) réside dans sa capacité à traiter les matériaux à l'état solide, empêchant la ségrégation des particules inhérente à la coulée liquide. Alors que la coulée traditionnelle fait fondre la matrice métallique – provoquant le flottement ou le regroupement des particules d'oxyde plus légères – le VHP applique de la chaleur et de la pression pour consolider les poudres sans les faire fondre. Cela « fige » la microstructure en place, assurant la distribution uniforme des oxydes renforçants requis pour les alliages ODS haute performance.
Le point essentiel à retenir Dans la production d'alliages ODS, la phase liquide est l'ennemie de l'uniformité. Le VHP contourne les lois de la flottabilité qui affectent la coulée en utilisant la diffusion à l'état solide et la pression mécanique pour bloquer les particules en place, atteignant une densité proche de la théorique là où la coulée entraîne ségrégation et défauts.

Le défaut fondamental de la coulée en phase liquide
Pour comprendre pourquoi le VHP est supérieur, il faut d'abord comprendre l'échec physique de la coulée traditionnelle pour cette application spécifique.
Ségrégation due à la densité
La référence principale souligne que la coulée traditionnelle repose sur la fusion de la matrice d'acier (ou de métal). Dans cet état liquide, des différences de densité significatives existent entre la matrice métallique lourde et les particules d'oxyde plus légères.
L'effet de flottement
Parce que les oxydes sont plus légers, ils flottent naturellement à la surface ou se déposent de manière inégale pendant que le métal est en fusion. Cela conduit à une ségrégation macroscopique, où une partie de l'alliage est renforcée et une autre est faible, compromettant l'intégrité structurelle du matériau.
Agglomération des particules
Le métal liquide permet aux particules de se déplacer librement. Cette mobilité provoque souvent le regroupement (agglomération) des fines particules d'oxyde au lieu de rester dispersées. Les particules regroupées agissent comme des concentrateurs de contraintes plutôt que comme des agents de renforcement, entraînant une défaillance prématurée du matériau.
L'avantage du VHP : la mise en forme à l'état solide
Le VHP utilise la métallurgie des poudres, une approche fondamentalement différente qui construit le matériau sans jamais transformer la matrice en liquide.
Consolidation sans fusion
Le VHP consolide des poudres alliées mécaniquement à des températures inférieures au point de fusion de la matrice. Comme la matrice ne se liquéfie jamais, les particules d'oxyde ne peuvent physiquement pas flotter ou se ségréger. Elles restent piégées exactement là où elles ont été mélangées, assurant une distribution homogène.
Chaleur et pression simultanées
Le VHP applique une pression mécanique uniaxiale simultanément avec une température élevée. Cette combinaison fournit une force motrice massive pour le frittage. La pression force les particules à se réorganiser et à subir une déformation plastique, comblant les vides que la chaleur seule pourrait ne pas résoudre.
Diffusion atomique améliorée
L'application synchronisée de la chaleur et de la force favorise la diffusion atomique aux frontières des particules. Cela permet au matériau d'atteindre une densité élevée et des liaisons interfaciales solides entre la matrice métallique et les particules d'oxyde, ce qui est essentiel pour le mécanisme de transfert de charge dans les alliages ODS.
Le rôle de l'environnement sous vide
Au-delà des avantages mécaniques, le « vide » dans le VHP joue un rôle crucial dans la pureté chimique que la coulée ne peut égaler.
Élimination des gaz et densification
Les surfaces des poudres retiennent souvent des gaz adsorbés et des impuretés volatiles. L'environnement de vide poussé (par exemple, 10^-3 Pa) extrait ces gaz pendant la phase de chauffage. Si ces gaz n'étaient pas éliminés, ils deviendraient des pores piégés lors de la densification, abaissant la densité finale de l'alliage.
Prévention de l'oxydation de la matrice
Bien que les alliages ODS dépendent d'oxydes spécifiques pour leur résistance, l'oxydation incontrôlée de la matrice métallique (comme le titane ou l'aluminium) est préjudiciable. Le vide inhibe l'oxydation indésirable des éléments de la matrice et purifie les joints de grains, garantissant que les propriétés mécaniques proviennent de la dispersion prévue, et non de défauts aléatoires.
Comprendre les compromis
Bien que le VHP soit techniquement supérieur en termes de qualité des matériaux, il est important de reconnaître les contraintes opérationnelles par rapport à la coulée.
Débit et évolutivité
Le VHP est un processus par lots. Il est considérablement plus lent que la coulée et limite la taille et la complexité des formes que vous pouvez produire. La coulée est mieux adaptée aux géométries complexes et à haut volume, à condition que les problèmes de ségrégation puissent être tolérés ou atténués.
Temps de traitement
Le VHP nécessite souvent des temps de maintien prolongés (par exemple, 90 minutes) pour assurer une diffusion et une liaison complètes. Bien que cela crée un matériau supérieur, cela représente un coût de temps et d'énergie plus élevé par unité par rapport à la solidification rapide de la coulée.
Faire le bon choix pour votre objectif
Lors du choix entre le VHP et la coulée pour les alliages ODS, la décision repose sur l'équilibre entre la perfection microstructurale et l'échelle de production.
- Si votre objectif principal est la performance maximale des matériaux : Choisissez le VHP. C'est le seul moyen fiable d'assurer une dispersion uniforme des oxydes et une densité proche de la théorique sans défauts de ségrégation.
- Si votre objectif principal est le haut volume / les formes complexes : La coulée peut être nécessaire, mais vous devrez probablement utiliser un traitement secondaire ou accepter une uniformité mécanique plus faible en raison du dépôt des particules.
En fin de compte, le VHP est la norme de l'industrie pour les alliages ODS car il remplace la physique chaotique du flux liquide par la précision contrôlée de la liaison à l'état solide.
Tableau récapitulatif :
| Caractéristique | Pressage à chaud sous vide (VHP) | Coulée traditionnelle |
|---|---|---|
| État du matériau | État solide (poudre) | État liquide (fondu) |
| Distribution des oxydes | Uniformément bloqués en place | Ségrégation (flottement/agglomération) |
| Résultats de densité | Densité proche de la théorique | Risque élevé de défauts/pores |
| Contrôle de la pureté | Le vide poussé élimine les gaz | Risque d'oxydation et d'impuretés |
| Complexité des formes | Limitée (géométries plus simples) | Élevée (formes complexes) |
| Mécanisme | Chaleur et pression simultanées | Fusion et solidification |
Améliorez les performances de vos matériaux avec KINTEK
Ne laissez pas la ségrégation des particules compromettre l'intégrité de vos alliages ODS. Les systèmes avancés de pressage à chaud sous vide (VHP) de KINTEK offrent le contrôle précis de la chaleur et de la pression nécessaire pour atteindre une densité proche de la théorique et une distribution uniforme des oxydes.
Forts d'une R&D experte et d'une fabrication de classe mondiale, nous proposons une gamme complète de fours à haute température de laboratoire, notamment des systèmes Muffle, Tube, Rotatifs, sous Vide et CVD – tous entièrement personnalisables pour répondre à vos exigences uniques de recherche ou de production.
Prêt à optimiser votre traitement à l'état solide ? Contactez les experts KINTEK dès aujourd'hui pour discuter de votre application spécifique et découvrir comment notre équipement spécialisé peut améliorer l'efficacité de votre laboratoire.
Guide Visuel
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Quelles industries bénéficient de l'utilisation des fours de pressage à chaud sous vide ? Libérez des matériaux haute performance pour votre industrie
- Quels sont les avantages du système d'environnement sous vide dans un four de pressage à chaud sous vide ? Obtenez un frittage à haute densité
- Qu'est-ce qu'un four de frittage sous vide à chaud ? Libérez des performances matérielles supérieures
- Comment un four de pressage à chaud sous vide favorise-t-il la densification dans la fabrication de composites graphite-cuivre ? Obtenir des matériaux composites supérieurs
- Quelles sont les caractéristiques de sécurité intégrées dans les fours à pressage chaud sous vide ? Assurer la protection de l'opérateur et de l'équipement



















