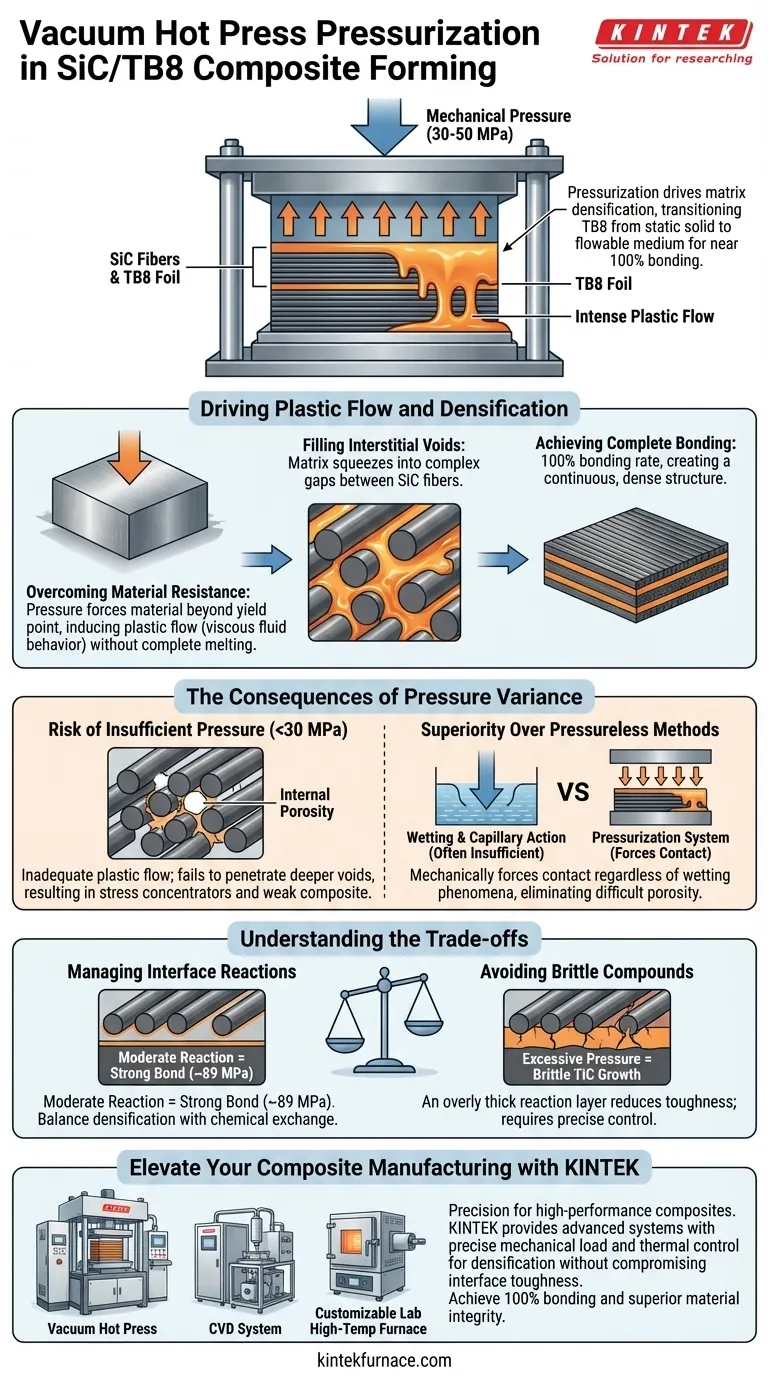
Le système de pressurisation est le principal moteur de la densification de la matrice. Il applique une charge mécanique spécifique, généralement comprise entre 30 et 50 MPa, pour forcer la feuille de TB8 dans un état de flux plastique intense. Cette déformation physique oblige le matériau de la matrice à pénétrer et à remplir les vides microscopiques entre les fibres de SiC, ce qui est impossible à réaliser par simple chauffage passif.
L'application d'une pression mécanique externe est le facteur déterminant qui fait passer la matrice TB8 d'un solide statique à un milieu fluide, garantissant qu'elle encapsule complètement les fibres pour atteindre un taux de liaison de près de 100 %.

Induction du flux plastique et de la densification
Surmonter la résistance du matériau
Dans des conditions normales, la feuille de TB8 conserve son intégrité structurelle. La presse à chaud sous vide applique une pression mécanique qui force le matériau au-delà de son point d'élasticité.
Cela induit un flux plastique intense, faisant que le métal se comporte davantage comme un fluide visqueux. Cette transformation est nécessaire pour manipuler la forme de la matrice sans la faire fondre complètement.
Remplissage des vides interstitiels
L'objectif principal de cette déformation est l'adaptation géométrique. Les fibres de SiC créent un réseau complexe de lacunes et de vides qui doivent être remplis.
Le flux sous pression force la matrice TB8 dans ces espaces interstitiels. Elle "presse" efficacement l'alliage dans chaque crevasse disponible entre les fibres.
Obtention d'une liaison complète
Le succès se mesure par le taux de liaison. Lorsque la pression force la matrice à enrober complètement les fibres, un taux de liaison de 100 % peut être atteint.
Cela crée une structure composite continue et dense. Sans cette force mécanique, la matrice reposerait simplement sur les fibres au lieu de s'intégrer à elles.
Les conséquences des variations de pression
Le risque d'une pression insuffisante
Si la pression appliquée est inférieure à la plage optimale (par exemple, inférieure à 30 MPa), le flux plastique sera insuffisant. La matrice ne parviendra pas à pénétrer dans les vides plus profonds entre les fibres.
Cela entraîne une porosité interne. Ces vides d'air agissent comme des concentrateurs de contraintes, affaiblissant considérablement le composite final.
Supériorité sur les méthodes sans pression
Le frittage sans pression repose sur le mouillage et l'action capillaire, ce qui est souvent insuffisant pour ces matériaux. Les interfaces présentent souvent des phénomènes de non-mouillage qui résistent à la liaison passive.
Le système de pressurisation force mécaniquement le contact, quelles que soient les propriétés de mouillage. Cela élimine la porosité qui est notoirement difficile à éliminer dans les procédés sans pression.
Comprendre les compromis
Gestion des réactions interfaciales
Bien que la pression crée un contact physique nécessaire, elle facilite également les réactions chimiques. Le contact étroit entre la matrice à base de titane et les fibres de SiC initie un échange chimique.
Il faut équilibrer le besoin de densification avec le risque de sur-réaction. Une réaction modérée crée une liaison solide (par exemple, une résistance d'environ 89 MPa).
Éviter les composés fragiles
Une pression ou des temps de maintien excessifs peuvent entraîner des effets indésirables. Si la réaction interfaciale est trop agressive, elle favorise la croissance de composés fragiles comme le carbure de titane (TiC).
Une couche de réaction trop épaisse réduit la ténacité du matériau. Par conséquent, la pressurisation doit être précise : suffisante pour densifier, mais contrôlée pour limiter la formation de phases fragiles.
Faire le bon choix pour votre objectif
Pour optimiser la formation des composites SiC/TB8, vous devez aligner vos paramètres de processus sur vos exigences structurelles spécifiques.
- Si votre objectif principal est l'élimination de la porosité : Assurez-vous que la pression est maintenue entre 30 et 50 MPa pour garantir que la feuille de TB8 subisse un flux plastique suffisant pour remplir tous les vides des fibres.
- Si votre objectif principal est la ténacité interfaciale : Régulez strictement la pression et le temps de maintien (par exemple, 40 MPa pendant 1 heure) pour éviter que la couche de réaction ne devienne trop épaisse et fragile.
Un contrôle précis du système de pressurisation vous permet d'obtenir une matrice entièrement dense tout en conservant la ductilité requise pour les applications de haute performance.
Tableau récapitulatif :
| Paramètre | Influence sur la matrice SiC/TB8 | Effet sur la qualité du composite |
|---|---|---|
| Pression < 30 MPa | Flux plastique insuffisant | Porosité interne et liaison faible |
| Pression 30-50 MPa | Flux plastique intense et remplissage | Taux de liaison proche de 100 % et haute densité |
| Temps de charge optimal | Réaction interfaciale contrôlée | Haute résistance au cisaillement (~89 MPa) |
| Pression excessive | Croissance de composés fragiles | Augmentation de la couche de TiC et réduction de la ténacité |
Élevez votre fabrication de composites avec KINTEK
La précision fait la différence entre un composite haute performance et une défaillance matérielle. Fort de sa R&D experte et de sa fabrication de classe mondiale, KINTEK fournit des systèmes avancés de presse à chaud sous vide, des systèmes CVD et des fours de laboratoire haute température personnalisables conçus pour répondre aux exigences rigoureuses du traitement SiC/TB8.
Notre équipement assure la charge mécanique et le contrôle thermique précis nécessaires pour induire la densification de la matrice sans compromettre la ténacité interfaciale. Que vous ayez besoin d'une solution standard ou d'un four conçu sur mesure pour des besoins de recherche uniques, notre équipe est prête à vous aider à atteindre des taux de liaison de 100 % et une intégrité matérielle supérieure.
Prêt à optimiser le traitement thermique de votre laboratoire ? Contactez-nous dès aujourd'hui pour parler à un spécialiste !
Guide Visuel
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Quels sont les principaux composants d'un four de pressage à chaud sous vide ? Maîtriser les systèmes essentiels pour un traitement précis des matériaux
- Comment un four de pressage à chaud sous vide favorise-t-il la densification dans la fabrication de composites graphite-cuivre ? Obtenir des matériaux composites supérieurs
- Quelle est la fonction principale de l'environnement sous vide dans un four de pressage à chaud sous vide lors du traitement des alliages de titane ? Prévenir la fragilisation pour une ductilité supérieure
- Qu'est-ce qu'un four de frittage sous vide à chaud ? Libérez des performances matérielles supérieures
- Quelles industries bénéficient de l'utilisation des fours de pressage à chaud sous vide ? Libérez des matériaux haute performance pour votre industrie

















