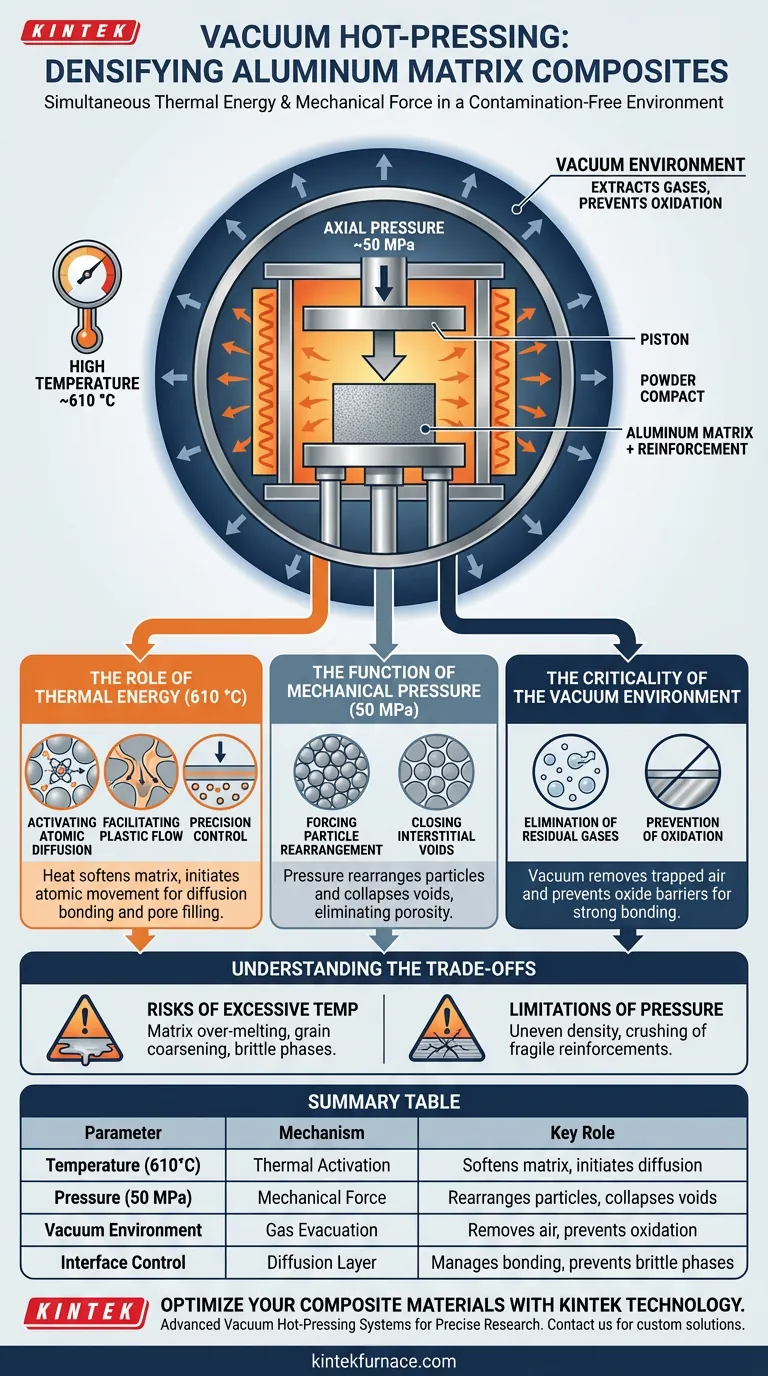
Les mécanismes de pressage à chaud sous vide fonctionnent en appliquant simultanément de l'énergie thermique et une force mécanique dans un environnement exempt de contamination pour forcer la consolidation des matériaux.
Plus précisément, un processus typique utilise un environnement à haute température autour de 610 °C combiné à une pression axiale constante d'environ 50 MPa. Ces conditions induisent un flux plastique et une diffusion atomique dans la poudre d'aluminium, tandis que le vide extrait les gaz résiduels, permettant au matériau de se lier et d'atteindre une densité proche de la théorie.
Idée clé L'obtention d'une densité élevée dans les composites à matrice d'aluminium nécessite de surmonter la résistance naturelle des particules à la liaison due aux couches d'oxyde et aux gaz piégés dans les pores. Le presseur à chaud sous vide résout ce problème en forçant physiquement le contact des particules tout en activant thermiquement le mouvement atomique dans un environnement qui élimine activement les obstacles à la liaison.
Le rôle de l'énergie thermique
L'application de chaleur est le principal moteur du changement d'état du matériau, passant d'une poudre lâche à un solide cohérent.
Activation de la diffusion atomique
À des températures telles que 610 °C, la matrice d'aluminium acquiert suffisamment d'énergie thermique pour faciliter la liaison par diffusion.
La chaleur augmente l'énergie cinétique des atomes, leur fournissant la force motrice nécessaire pour migrer à travers les frontières des particules. Ce mouvement est essentiel pour créer une liaison métallurgique entre l'aluminium et la phase de renforcement.
Facilitation du flux plastique
Les hautes températures ramollissent la matrice d'aluminium, lui permettant de subir un flux plastique.
Ce ramollissement permet au métal de se déformer facilement sous pression, remplissant les vides microscopiques entre les particules de renforcement plus dures. Ce flux est essentiel pour éliminer la porosité initiale du compact vert (la poudre comprimée).
Contrôle de précision et transformation de phase
Une régulation précise de la température crée une couche de transition de type diffusion d'épaisseur modérée.
Ce contrôle facilite le passage de l'enchevêtrement mécanique à la liaison métallurgique. Il garantit que la réaction est suffisamment forte pour lier les matériaux, mais suffisamment contrôlée pour éviter le grossissement des grains ou la sur-fusion de la matrice d'aluminium.
La fonction de la pression mécanique
Alors que la chaleur ramollit le matériau, la pression mécanique fournit la force physique nécessaire pour le densifier.
Forcer le réarrangement des particules
Une pression axiale, généralement d'environ 50 MPa, force le réarrangement physique des particules.
Cette force externe surmonte le frottement entre les particules, les compactant étroitement. Dans les systèmes où la matrice et le renforcement (comme les nanotubes de carbone) présentent des phénomènes de non-mouillage, cette pression est obligatoire pour forcer un contact qui ne se produirait pas naturellement.
Fermeture des vides interstitiels
La pression effondre mécaniquement les espaces vides (pores) restants entre les particules.
En comprimant la matrice ramollie, la force appliquée expulse les vides. Cela réduit considérablement les défauts de porosité, conduisant à un matériau en vrac final essentiellement exempt de vides internes.
L'importance de l'environnement sous vide
Le vide n'est pas simplement une absence d'air ; c'est un outil de traitement actif qui purifie le matériau pendant le frittage.
Élimination des gaz résiduels
L'environnement sous vide évacue efficacement les gaz piégés dans les espaces interstitiels entre les particules de poudre.
Si ces gaz n'étaient pas éliminés, ils seraient piégés à l'intérieur du produit final sous forme de pores, affaiblissant le composite. Le vide élimine également les substances volatiles libérées pendant le processus de chauffage.
Prévention de l'oxydation
Un vide poussé empêche l'oxydation de la matrice d'aluminium, qui est très réactive à des températures élevées.
L'aluminium forme naturellement un film d'oxyde tenace qui gêne le transfert de chaleur et la diffusion. En maintenant un environnement sans oxygène, le four assure une interface de haute qualité entre la matrice et les renforts (tels que le diamant ou le carbure de bore), améliorant ainsi la conductivité thermique et la résistance de la liaison.
Comprendre les compromis
Bien que le pressage à chaud sous vide soit efficace, l'équilibre des conditions doit être exact pour éviter la dégradation du matériau.
Risques d'une température excessive
Si la température dépasse la plage optimale (par exemple, significativement au-dessus de 610 °C), vous risquez une sur-fusion de la matrice ou un grossissement des grains.
Cela peut dégrader les propriétés mécaniques du composite. De plus, une chaleur excessive peut provoquer des réactions d'interface agressives qui créent des phases fragiles, affaiblissant le composite plutôt que de le renforcer.
Limites de l'application de pression
Bien que la pression aide à la densification, elle doit être uniforme.
Une répartition inégale de la pression peut entraîner des gradients de densité dans la pièce, où certaines zones sont entièrement denses et d'autres restent poreuses. De plus, une pression excessive sur des renforts fragiles (comme des sphères creuses ou des structures céramiques spécifiques) pourrait les écraser avant que la matrice ne s'écoule autour d'eux.
Faire le bon choix pour votre objectif
Pour maximiser le potentiel des composites à matrice d'aluminium, alignez vos paramètres de four sur vos objectifs matériels spécifiques :
- Si votre objectif principal est la densité maximale : Privilégiez le maintien d'une pression axiale élevée (par exemple, 50 MPa) pour forcer mécaniquement la matrice ramollie dans tous les vides interstitiels.
- Si votre objectif principal est la conductivité thermique : Privilégiez un vide de haute qualité et un contrôle précis de la température pour éviter la formation d'oxydes et assurer une interface propre et conductrice entre la matrice et le renforcement.
- Si votre objectif principal est la résistance mécanique : Concentrez-vous sur la régulation de la température pour favoriser la liaison par diffusion sans provoquer de grossissement des grains ou de phases de réaction fragiles.
Le succès du pressage à chaud sous vide réside dans la synchronisation précise de la chaleur pour ramollir, de la pression pour comprimer et du vide pour purifier.
Tableau récapitulatif :
| Paramètre | Mécanisme | Rôle clé dans la densification |
|---|---|---|
| Température (610°C) | Activation thermique | Ramollit la matrice pour le flux plastique et initie la liaison par diffusion atomique. |
| Pression (50 MPa) | Force mécanique | Réarrange les particules et effondre les vides interstitiels pour éliminer la porosité. |
| Environnement sous vide | Évacuation des gaz | Élimine l'air piégé et empêche l'oxydation pour des interfaces métallurgiques propres. |
| Contrôle de l'interface | Couche de diffusion | Gère l'épaisseur de la couche de transition pour éviter les phases fragiles et le grossissement des grains. |
Optimisez vos matériaux composites avec la technologie KINTEK
La précision est non négociable lors du frittage de composites à matrice d'aluminium haute performance. KINTEK propose des systèmes de pressage à chaud sous vide, des fours muflés, tubulaires et CVD de pointe, conçus pour fournir la synchronisation thermique et mécanique exacte que votre recherche exige.
Pourquoi choisir KINTEK ?
- R&D avancée : Systèmes conçus pour une régulation précise de la température et de la pression.
- Personnalisation totale : Adaptez les niveaux de vide et les cycles de chauffage à vos besoins matériels spécifiques.
- Support expert : Mettez à profit notre expertise en fabrication pour éliminer le grossissement des grains et les défauts de porosité.
Prêt à atteindre une densité proche de la théorie dans votre laboratoire ? Contactez KINTEK dès aujourd'hui pour discuter de votre solution de four personnalisée !
Guide Visuel
Références
- Yuan Li, Changsheng Lou. Improving mechanical properties and electrical conductivity of Al-Cu-Mg matrix composites by GNPs and sc additions. DOI: 10.1038/s41598-025-86744-y
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de traitement thermique et de frittage par induction sous vide 600T
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Quels sont les avantages de l'utilisation d'un four de frittage sous presse à chaud sous vide pour la préparation de composites à matrice de cuivre renforcés par des nanotubes de carbone à haute densité ? Atteindre une densité et une pureté maximales pour
- Quels sont les différents types de méthodes de chauffage dans les fours de frittage par pressage à chaud sous vide ? Comparer la résistance et l'induction
- Quels sont les principaux avantages des fours de frittage sous presse à chaud sous vide ? Obtenez une densité et une pureté supérieures des matériaux
- Pourquoi utiliser le pressage à chaud sous vide (VHP) pour les céramiques de ZnS ? Obtenir une transparence IR et une résistance mécanique supérieures
- Quels sont les avantages de l'utilisation d'un four de frittage par pressage à chaud sous vide pour la préparation de composites à matrice d'aluminium SiCw/2024 ? Obtenir des matériaux aérospatiaux haute performance



















