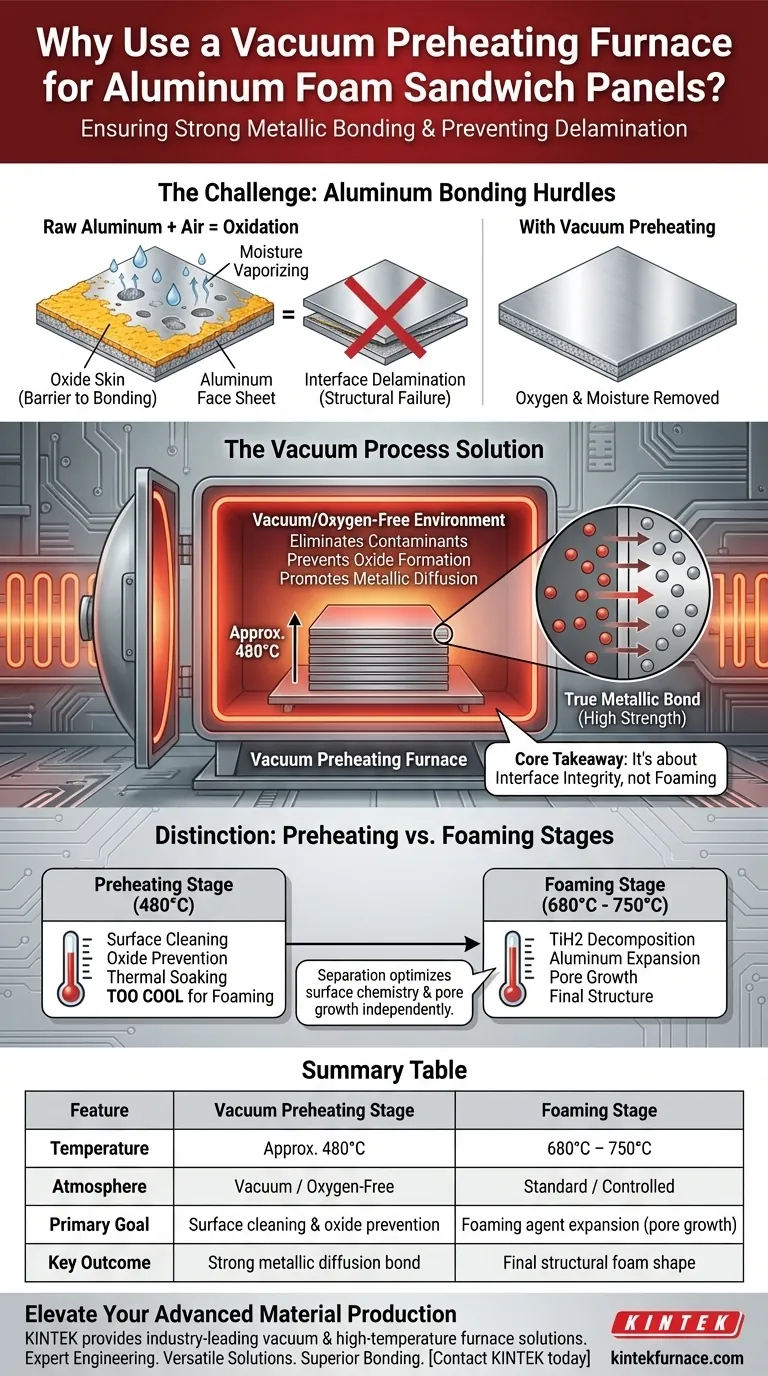
La fonction principale d'un four de préchauffage sous vide est de créer un environnement vierge et sans oxygène qui prépare les ébauches de panneaux sandwich pour le collage. En chauffant les matériaux à environ 480°C, ce processus élimine l'humidité de surface et empêche la formation de couches d'oxyde sur les tôles métalliques. Cette étape est essentielle car elle garantit que les tôles créent une liaison métallique de haute résistance avec le noyau en mousse lors de la phase d'expansion ultérieure, empêchant ainsi la défaillance structurelle.
Point clé à retenir L'étape de préchauffage sous vide ne consiste pas à dilater la mousse, mais à assurer l'intégrité de l'interface. En éliminant l'oxygène et l'humidité, elle empêche les tôles de se décoller, garantissant que le panneau sandwich final fonctionne comme une unité structurelle unique et cohérente.

Le défi du collage de l'aluminium
La barrière d'oxydation
L'aluminium crée une peau d'oxyde résistante presque instantanément lorsqu'il est exposé à l'air. Bien que cela protège l'aluminium brut, cela agit comme une barrière au collage lors de la fabrication des panneaux sandwich.
La menace de la délamination
Si cette couche d'oxyde est autorisée à se former ou à s'épaissir pendant le chauffage, les tôles métalliques ne fusionneront pas avec le noyau de mousse en fusion. Cela conduit à une délamination de l'interface, où les tôles se décollent du noyau, rendant le panneau structurellement inutile.
Élimination des contaminants
L'humidité de surface des matières premières peut se vaporiser et créer des vides ou des défauts à la ligne de collage. Le four sous vide élimine efficacement cette humidité avant le début de la phase de collage critique.
Comment le processus sous vide résout le problème
Création d'une zone sans oxygène
Le four fonctionne dans un environnement sous vide ou à faible teneur en oxygène. Cela permet au matériau d'atteindre des températures élevées (environ 480°C) sans réagir avec l'atmosphère.
Promotion de la diffusion métallique
Comme les surfaces métalliques restent propres, les atomes peuvent diffuser entre la tôle et le matériau du noyau. Il en résulte une véritable liaison métallique, nettement plus solide qu'une liaison mécanique ou adhésive.
Stabilité thermique
Le chauffage du matériau à 480°C garantit que l'ensemble de l'ébauche est thermiquement trempé et prêt pour la prochaine étape. Ce profil de température uniforme évite les chocs thermiques lorsque le panneau entre dans le four de moussage, beaucoup plus chaud.
Distinction : Préchauffage vs Moussage
L'étape de préchauffage (480°C)
Il est crucial de ne pas confondre le préchauffage avec le processus de moussage réel. Le four sous vide maintient le matériau à environ 480°C, ce qui est suffisamment chaud pour conditionner le métal mais trop froid pour déclencher un moussage rapide.
L'étape de moussage (680°C - 750°C)
Après le préchauffage, le panneau est déplacé dans un four boîte de haute précision, comme indiqué dans les données techniques supplémentaires. Ici, les températures sont augmentées entre 680°C et 750°C pour décomposer l'agent de moussage (TiH2) et dilater l'aluminium.
Pourquoi la séparation est importante
La séparation de ces étapes vous permet d'optimiser la chimie de surface (dans le four sous vide) indépendamment de la croissance des pores (dans le four à haute température). Tenter de faire les deux dans une atmosphère standard entraînerait un mauvais collage et des peaux oxydées.
Comprendre les compromis
Complexité du processus vs fiabilité du produit
La mise en œuvre d'une étape sous vide ajoute des coûts d'investissement et du temps de cycle au processus de fabrication. Cependant, sauter cette étape introduit un risque élevé de collage incohérent, rendant le produit final inadapté aux applications de support de charge.
Limites de température
La température de préchauffage doit être strictement contrôlée autour de 480°C. Si le four sous vide fonctionne trop chaud, il peut activer prématurément l'agent de moussage avant que le matériau ne soit déplacé vers la chambre d'expansion, ruinant la structure des pores.
Faire le bon choix pour votre objectif
Lors de la conception de votre flux de fabrication pour les panneaux sandwich en mousse d'aluminium, tenez compte de vos exigences de performance :
- Si votre objectif principal est l'intégrité structurelle : Vous devez donner la priorité à l'étape de préchauffage sous vide pour éviter l'oxydation et garantir que les tôles ne peuvent pas se décoller sous charge.
- Si votre objectif principal est l'uniformité des pores : Assurez-vous que votre four de moussage ultérieur (pas le préchauffeur) dispose d'un contrôle de température de haute précision (680-750°C) pour gérer l'expansion du précurseur.
Résumé : Le four de préchauffage sous vide est le gardien de la ligne de collage, garantissant que le noyau en mousse haute performance reste solidement attaché à sa peau métallique protectrice.
Tableau récapitulatif :
| Caractéristique | Étape de préchauffage sous vide | Étape de moussage |
|---|---|---|
| Température | Environ 480°C | 680°C – 750°C |
| Atmosphère | Vide / Sans oxygène | Standard / Contrôlée |
| Objectif principal | Nettoyage de surface et prévention de l'oxydation | Expansion de l'agent de moussage (croissance des pores) |
| Résultat clé | Liaison de diffusion métallique solide | Forme finale de la mousse structurelle |
Améliorez votre production de matériaux avancés avec KINTEK
Ne laissez pas l'oxydation compromettre l'intégrité structurelle de vos panneaux sandwich en mousse d'aluminium. KINTEK fournit des solutions de fours sous vide et à haute température de pointe, conçues pour les flux de R&D et de fabrication les plus exigeants.
Notre valeur pour vous :
- Ingénierie experte : Soutenus par une R&D professionnelle, nos systèmes garantissent des profils thermiques précis pour les étapes de préchauffage et de moussage.
- Solutions polyvalentes : Que vous ayez besoin de systèmes Muffle, Tube, Rotatif, sous vide ou CVD, notre équipement est entièrement personnalisable selon vos exigences matérielles uniques.
- Collage supérieur : Notre technologie sous vide élimine les contaminants et les barrières d'oxydation, garantissant que vos panneaux obtiennent une véritable liaison métallique sans délamination.
Prêt à optimiser l'efficacité de votre laboratoire et la fiabilité de vos produits ? Contactez KINTEK dès aujourd'hui pour discuter de vos besoins en fours personnalisés.
Guide Visuel
Références
- Xiaotong Lu, Xiaocheng Li. Pore Structure and Deformation Correlation of an Aluminum Foam Sandwich Subject to Three-Point Bending. DOI: 10.3390/ma17030567
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Machine à pression chaude sous vide pour le pelliculage et le chauffage
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique sous vide du molybdène
- Four de frittage et de brasage pour traitement thermique sous vide
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
Les gens demandent aussi
- Quels sont les principaux composants d'un four de pressage à chaud sous vide ? Maîtriser les systèmes essentiels pour un traitement précis des matériaux
- Quelle est la fonction principale de l'environnement sous vide dans un four de pressage à chaud sous vide lors du traitement des alliages de titane ? Prévenir la fragilisation pour une ductilité supérieure
- Quelle est l'importance de l'environnement sous vide pour le frittage de l'acier inoxydable ? Obtenez une pureté de haute densité
- Quelles industries bénéficient de l'utilisation des fours de pressage à chaud sous vide ? Libérez des matériaux haute performance pour votre industrie
- Quelles considérations guident la sélection des éléments chauffants et des méthodes de pressurisation pour un four de pressage à chaud sous vide ?



















