
L'histoire silencieuse d'une jonction
Un ingénieur aérospatial tient un ensemble de pales de turbine. C'est une merveille de la métallurgie, mais son intégrité dépend de quelques joints microscopiques. Un seul vide, un murmure d'oxydation, et le composant pourrait échouer de manière catastrophique à 10 000 mètres d'altitude.
La résistance de cette jonction n'a pas été forgée par la seule chaleur. Elle est née dans un environnement soigneusement choisi – un four à vide. Et le choix de ce four n'était pas une simple question de puissance thermique. C'était une décision ancrée dans la physique, la géométrie et une compréhension approfondie du comportement des matériaux à leurs limites.
C'est l'architecture cachée de la fiabilité.
La sainteté du vide
Le brasage sous vide est un processus d'une profonde élégance. Deux composants sont assemblés par un métal d'apport ayant un point de fusion plus bas. Dans le vide, l'ensemble est chauffé. Le métal d'apport fond, circule dans la jonction par capillarité, et se solidifie au refroidissement.
Le vide est la clé.
En éliminant l'atmosphère, vous éliminez l'oxygène. Vous empêchez la formation d'oxydes qui agissent comme une barrière entre le métal d'apport et les métaux de base. Cela garantit une liaison propre et métallurgiquement parfaite. C'est pourquoi ce processus est non négociable pour l'assemblage de matériaux dissemblables comme le titane, les superalliages, ou même les céramiques dans des applications critiques.
Mais créer ce vide parfait n'est que la moitié de la bataille. La manière dont vous y introduisez la chaleur change tout.
Le premier choix : contenir le feu
La distinction la plus fondamentale dans la conception des fours est la manière dont il gère la chaleur. Cette décision dicte vos limites de température, votre processus et vos coûts. C'est un choix entre deux philosophies.
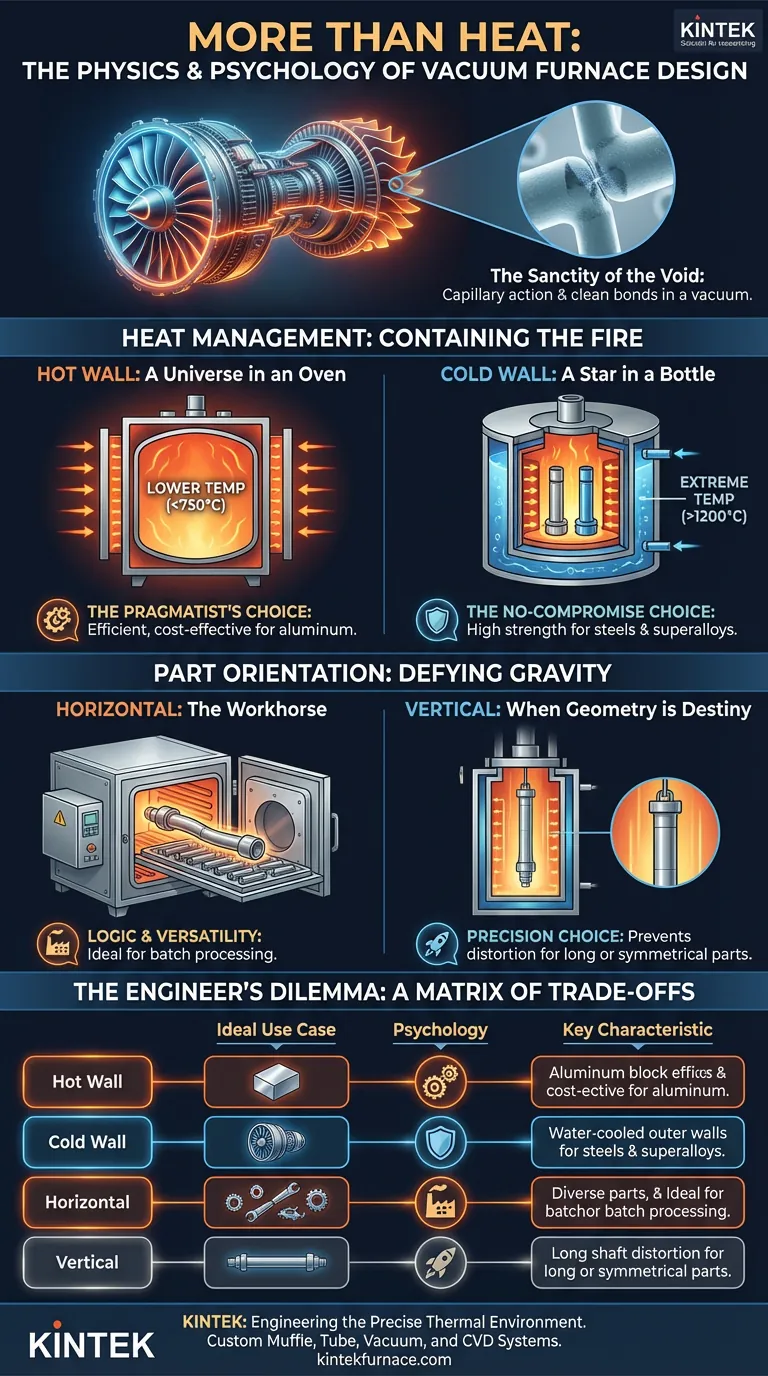
H3 : La paroi chaude : un univers dans un fourneau
Dans un four à paroi chaude, les éléments chauffants sont *à l'extérieur* de la chambre à vide (la « cornue »). Toute la chambre chauffe, et ses parois rayonnent la chaleur vers les pièces à l'intérieur.
Cette conception est d'une simplicité et d'une efficacité magnifiques pour les applications à basse température, généralement en dessous de 750°C. Considérez-la comme le choix pragmatique. C'est l'outil parfait et économique pour le brasage d'aluminium à haut volume. La psychologie ici est celle de la précision : utiliser exactement l'outil dont vous avez besoin, ni plus, ni moins.
H3 : La paroi froide : une étoile dans une bouteille
Dans un four à paroi froide, la physique est inversée. Les éléments chauffants sont *à l'intérieur* de la chambre à vide, entourant directement les pièces. La paroi extérieure de la chambre est refroidie par eau, restant froide au toucher même lorsque l'intérieur atteint plus de 1200°C.
C'est un acte de force brute et de finesse d'ingénierie. Il permet des températures extrêmes et un refroidissement rapide, ce qui en fait la norme pour les aciers à haute résistance, les superalliages de nickel et le titane. C'est un système plus complexe et plus coûteux, mais c'est le choix que vous faites lorsque le matériau l'exige et que l'échec n'est pas une option.
Le deuxième choix : défier la gravité
Une fois que vous avez décidé comment générer la chaleur, vous devez décider comment orienter la pièce à l'intérieur. Cela semble souvent un simple choix logistique, mais aux températures de brasage, c'est un problème d'ingénierie profond.
H3 : Le cheval de bataille horizontal : logique et polyvalence
Le four horizontal est la norme de l'industrie. Les pièces sont chargées sur des plateaux par une porte frontale, comme un four conventionnel. Il est polyvalent, facile à charger, et idéal pour le traitement par lots d'une grande variété de composants. Pour la plupart des applications, c'est le choix logique et efficace.
H3 : L'ascension verticale : quand la géométrie est le destin
Maintenant, reconsidérez cette pale de turbine. Ou imaginez un long et fin arbre de transmission. À 1200°C, un alliage de nickel perd une grande partie de sa rigidité. Il se comporte moins comme de l'acier et plus comme une pâte dense.
Dans un four horizontal, la gravité agirait sur cette longue pièce, la faisant s'affaisser, se déformer et se tordre. Le composant entier serait ruiné.
Pour les pièces longues, rondes ou susceptibles de se déformer, un four vertical est la seule solution. En chargeant la pièce par le haut ou par le bas, la gravité la maintient dans un alignement parfait. Cette conception est plus complexe à installer et à charger, mais elle reconnaît une vérité simple : à haute température, la physique est impitoyable.
Le dilemme de l'ingénieur : une matrice de compromis
Le choix d'un four de brasage sous vide ne consiste jamais à trouver le « meilleur ». Il s'agit de naviguer dans une série de compromis critiques. Vous équilibrez la capacité par rapport à la complexité, et la performance par rapport au coût.
| Type de four | Caractéristique clé | Cas d'utilisation idéal et psychologie |
|---|---|---|
| Paroi chaude | Chauffage externe, basse température (<750°C) | Le Choix du pragmatique : Économique pour l'aluminium ; évite la sur-ingénierie. |
| Paroi froide | Chauffage interne, haute température (>1200°C) | Le Choix sans compromis : Pour les aciers et superalliages où l'intégrité est primordiale. |
| Horizontal | Chargement frontal, polyvalent | Le Cheval de bataille : Efficace pour le traitement par lots et les pièces diverses. |
| Vertical | Chargement par le haut/bas, stable | Le Choix de précision : Essentiel pour les pièces longues ou symétriques afin de vaincre la distorsion induite par la gravité. |
Du plan à la réalité
Comprendre ces principes fondamentaux révèle qu'un four est plus qu'un équipement ; c'est l'incarnation physique d'une solution de processus. Que vous ayez besoin de l'efficacité simple d'un four à paroi chaude pour les échangeurs de chaleur en aluminium ou de l'architecture anti-déformation d'un système vertical à paroi froide pour les composants aérospatiaux, la conception doit être construite sur mesure.
Chez KINTEK, nous sommes spécialisés dans la traduction de ces besoins complexes de processus en réalité. Forts d'une expertise approfondie en R&D et en fabrication, nous construisons des systèmes de fours Muffle, Tube, Vacuum et CVD personnalisés, adaptés aux exigences uniques de vos matériaux et de votre géométrie. Nous ne vendons pas seulement des fours ; nous concevons l'environnement thermique précis dont vos composants ont besoin pour une intégrité sans compromis.
Si votre processus exige plus qu'une solution prête à l'emploi, discutons de la physique et des objectifs de votre application. Contactez nos experts
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- L'anatomie de la précision : un cadre stratégique pour choisir votre four à vide
- Comment les fours à pressage à chaud sous vide transforment l'ingénierie des matériaux avancés
- Comment choisir la bonne température de four de pressage à chaud sous vide pour vos matériaux
- La physique de la perfection : comment les fours sous vide éliminent l'incertitude métallurgique
- Vos données matérielles sont-elles réelles ? Pourquoi les gradients de température sabotent vos mesures de résistivité du Cu2Se



















