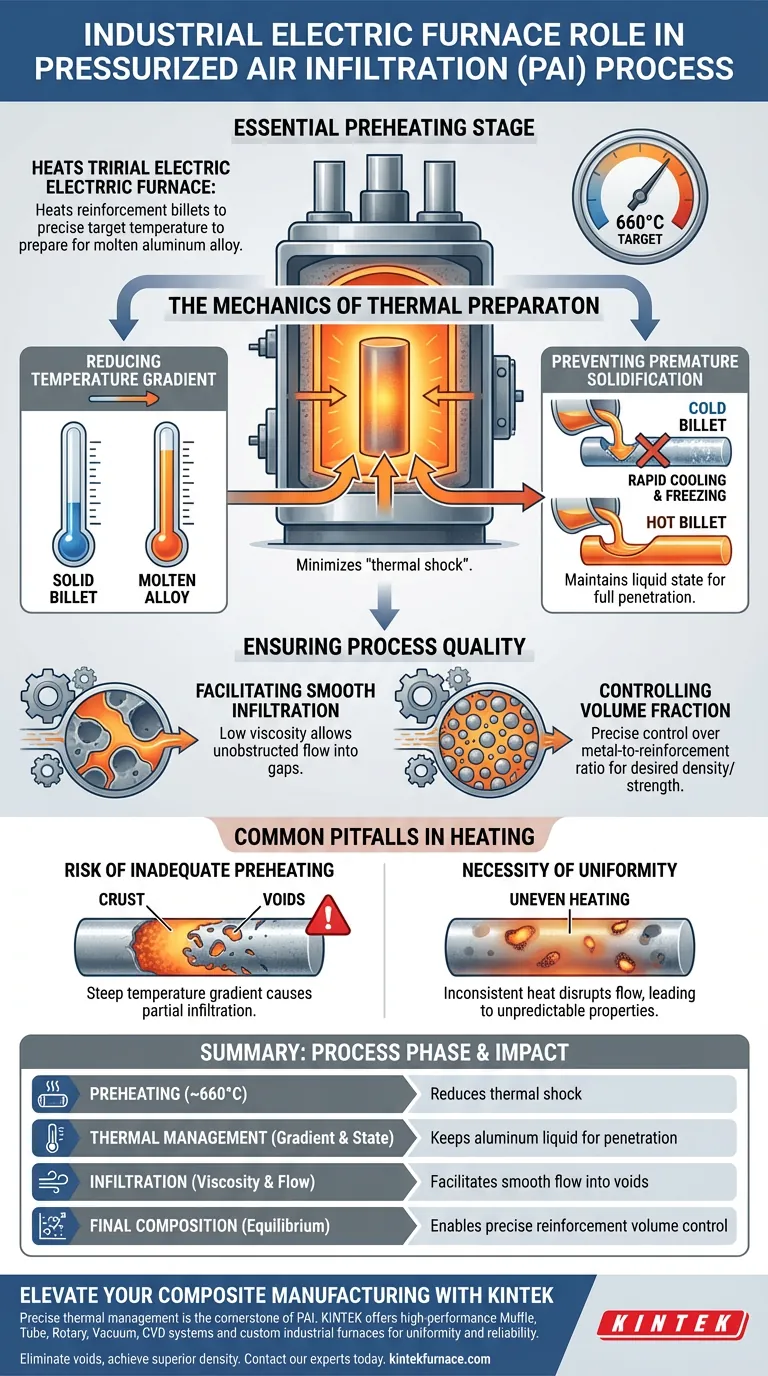
Le four électrique industriel fonctionne comme l'étape essentielle de préchauffage dans le processus d'infiltration par air sous pression (PAI). Il chauffe les billettes contenant des particules de renforcement à une température cible précise, généralement autour de 660°C, pour les préparer à l'introduction de l'alliage d'aluminium en fusion.
En réduisant considérablement le gradient de température entre la billette solide et le métal en fusion, le four garantit que l'alliage reste liquide suffisamment longtemps pour imprégner le matériau de renforcement. Cela évite le blocage causé par le refroidissement et garantit une structure composite uniforme.
La Mécanique de la Préparation Thermique
Réduire le Gradient de Température
Le principal défi du PAI est la disparité thermique entre l'alliage d'aluminium liquide et la billette de renforcement solide.
Le four électrique élève la température de la billette pour qu'elle corresponde ou s'approche de l'état de fusion de l'alliage, souvent 660°C. Cela minimise le "choc thermique" que subit le métal liquide au contact de la billette.
Prévenir la Solidification Prématurée
Si l'aluminium en fusion entre en contact avec une billette froide, il perd rapidement de l'énergie thermique.
Ce refroidissement rapide provoque le gel (solidification) du métal avant qu'il ne puisse pénétrer complètement dans le moule. Le four garantit que la billette conserve suffisamment d'énergie thermique pour maintenir l'aluminium à l'état liquide pendant toute la phase d'infiltration.
Assurer la Qualité du Processus
Faciliter une Infiltration Douce
Pour un composite de haute qualité, le métal doit circuler librement dans les micro-vides entre les particules de renforcement.
Le préchauffage garantit que la viscosité du métal reste faible, lui permettant de pénétrer en douceur dans les espaces sans obstruction. Cela crée une liaison transparente entre la matrice (métal) et le renforcement.
Contrôler la Fraction Volumique
L'objectif final du processus PAI est d'obtenir un rapport spécifique de métal par rapport au renforcement.
En maintenant la température nécessaire, le four permet un contrôle précis de la fraction volumique de la phase de renforcement. Cela garantit que le matériau final répond à ses spécifications d'ingénierie en matière de densité et de résistance.
Pièges Courants dans le Chauffage (Les Compromis)
Le Risque d'un Préchauffage Inadéquat
Si le four ne parvient pas à atteindre la température cible (par exemple, 660°C), le gradient de température reste trop abrupt.
Cela conduit à une infiltration partielle, où le métal forme une "croûte" en surface mais laisse l'intérieur de la billette vide de métal. Il en résulte un composant structurellement compromis.
La Nécessité d'Uniformité
Le four doit fournir une chaleur constante dans toute la billette, pas seulement en surface.
Un chauffage inégal peut provoquer des points de solidification localisés, perturbant le flux de l'alliage en fusion et entraînant des variations imprévisibles dans les propriétés finales du matériau.
Faire le Bon Choix pour Votre Objectif
Pour maximiser l'efficacité du processus PAI, concentrez-vous sur la relation entre la température et le flux.
- Si votre objectif principal est l'intégrité structurelle : Assurez-vous que votre four est calibré pour atteindre la température cible exacte (par exemple, 660°C) afin d'éviter les vides causés par la congélation prématurée du métal.
- Si votre objectif principal est la cohérence des matériaux : Privilégiez la durée de la phase de préchauffage pour garantir que le cœur de la billette atteigne l'équilibre thermique avec l'alliage en fusion, garantissant un contrôle précis de la fraction volumique.
Une gestion thermique précise fait la différence entre un revêtement de surface et un véritable matériau composite.
Tableau Récapitulatif :
| Phase du Processus | Fonction du Four | Impact sur la Qualité |
|---|---|---|
| Préchauffage | Atteint la température cible d'environ 660°C | Réduit le choc thermique entre la billette et l'alliage |
| Gestion Thermique | Minimise le gradient de température | Maintient l'aluminium à l'état liquide pour une pénétration complète |
| Infiltration | Assure une faible viscosité du métal | Facilite un flux doux dans les micro-vides |
| Composition Finale | Maintien de l'équilibre thermique | Permet un contrôle précis de la fraction volumique du renforcement |
Élevez Votre Fabrication de Composites avec KINTEK
Une gestion thermique précise est la pierre angulaire d'une infiltration par air sous pression réussie. Chez KINTEK, nous comprenons que même une légère déviation de température peut compromettre l'intégrité structurelle de vos matériaux.
Soutenus par une R&D experte et une fabrication de classe mondiale, KINTEK propose des systèmes haute performance de Muffle, Tube, Rotatif, sous Vide et CVD, ainsi que des fours industriels spécialisés à haute température. Que vous ayez besoin de chauffer des billettes à un parfait 660°C ou que vous ayez besoin d'une solution entièrement personnalisable pour des besoins de recherche uniques, notre équipement offre l'uniformité et la fiabilité dont votre laboratoire a besoin.
Prêt à éliminer les vides et à obtenir une densité matérielle supérieure ? Contactez nos experts techniques dès aujourd'hui pour trouver la solution de four parfaite pour votre application.
Guide Visuel
Références
- Ahmed hewidy, Ibrahim Sabry. MECHANICAL AND TRIBOLOGICAL CHARACTERISTICS OF STIR-CASTING Al2O3-SiC-Gr/Al6063 HYBRID COMPOSITE. DOI: 10.21608/jest.2024.334761
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four rotatif électrique Petit four rotatif à fonctionnement continu pour le chauffage de l'usine de pyrolyse
- Four rotatif électrique Four à pyrolyse Machine à calciner petit four rotatif
- Four tubulaire à quartz de laboratoire Four tubulaire chauffant RTP
Les gens demandent aussi
- Quels sont les avantages opérationnels des fours rotatifs électriques ? Atteignez précision, efficacité et contrôle simplifié
- Quelles sont les principales applications d'un four rotatif électrique ? Obtenez un traitement de matériaux de haute pureté avec précision
- Quels avantages les fours rotatifs électriques offrent-ils par rapport aux fours à combustibles ? Améliorez l'efficacité et la pureté de votre processus
- Quels matériaux peuvent être traités dans un four rotatif électrique ? Des solutions polyvalentes pour les matériaux avancés
- De quelles manières les fours rotatifs électriques sont-ils plus respectueux de l'environnement ? Atteindre zéro émission sur site


