À la base, le brasage sous atmosphère contrôlée est un processus d'assemblage de métaux de haute précision où les composants sont chauffés dans une atmosphère contrôlée. Un métal d'apport ayant un point de fusion inférieur à celui des matériaux de base est utilisé ; il fond et est entraîné dans le joint par capillarité, créant une liaison métallurgique solide et propre lors du refroidissement.
L'idée essentielle est que le brasage sous atmosphère contrôlée n'est pas seulement un processus de chauffage ; c'est un processus de contrôle de l'environnement. En utilisant un vide ou une atmosphère protectrice, il élimine l'oxydation et le besoin de flux, permettant la création de joints exceptionnellement propres, solides et étanches dans des assemblages complexes.

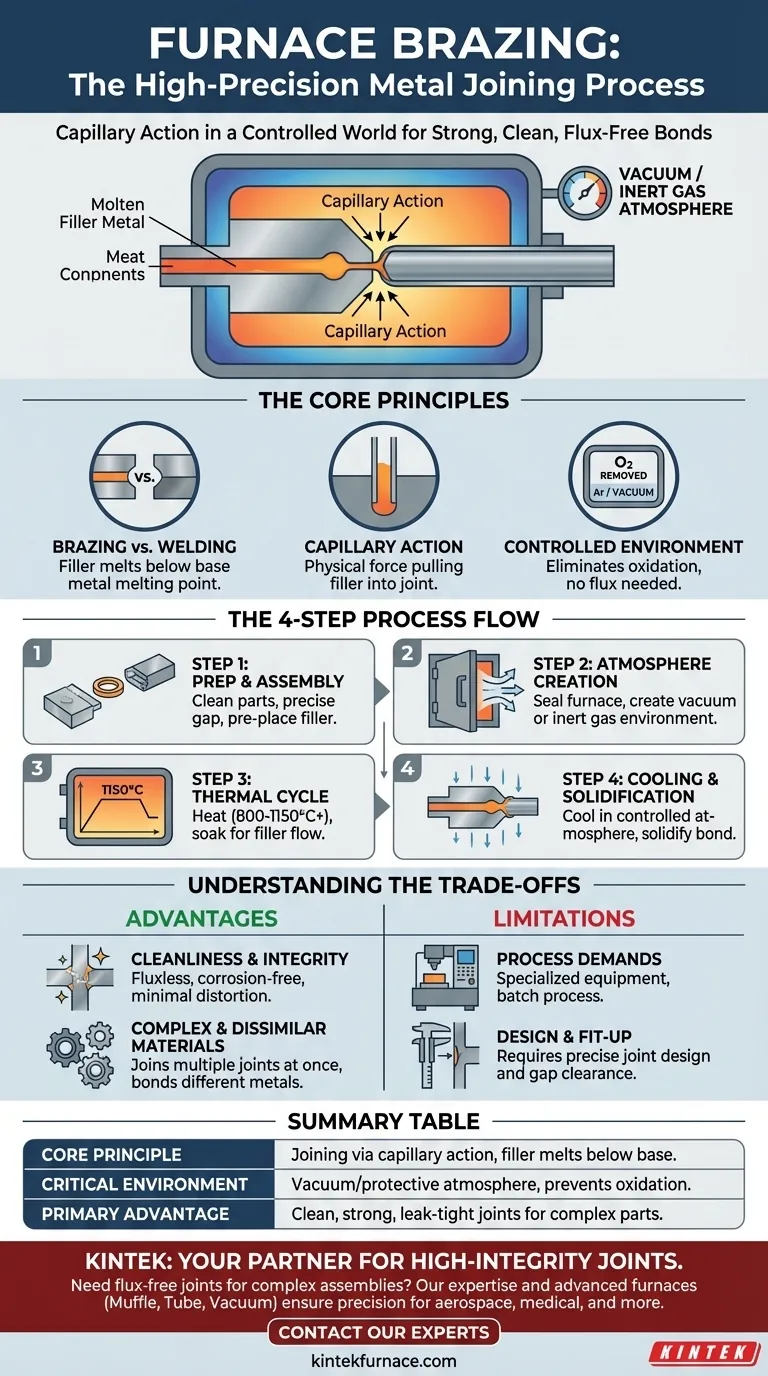
Le Principe Fondamental : La Capillarité dans un Monde Contrôlé
Pour comprendre le brasage sous atmosphère contrôlée, il faut saisir trois concepts interdépendants : la nature du brasage lui-même, la force physique qui le rend efficace et l'environnement qui permet la perfection.
Qu'est-ce que le brasage ?
Le brasage assemble des métaux en faisant fondre un métal d'apport dans l'espace entre deux composants. De manière cruciale, la température du processus est suffisamment élevée pour faire fondre le métal d'apport, mais toujours en dessous du point de fusion des métaux de base assemblés. Cela le distingue du soudage, où les métaux de base eux-mêmes sont fondus et fusionnés.
Le Rôle de la Capillarité
La capillarité est la force physique qui attire le métal d'apport en fusion dans le joint ajusté. Tout comme l'eau est aspirée dans une paille étroite, le métal d'apport liquide est naturellement entraîné à travers le petit espace uniforme entre les pièces, assurant une liaison complète et cohérente sur tout le joint.
L'Environnement Critique du "Four"
Le four fournit une atmosphère contrôlée, qui est la clé du succès de cette méthode. Il s'agit généralement d'un vide ou d'un gaz protecteur comme l'argon. Cet environnement empêche la formation d'oxydes sur les surfaces métalliques pendant le chauffage, ce qui, autrement, gênerait l'écoulement du métal d'apport et affaiblirait la liaison finale.
Le Processus Étape par Étape du Brasage sous Atmosphère Contrôlée
Le cycle de brasage sous atmosphère contrôlée est une séquence précise d'événements conçue pour produire une liaison métallurgique parfaite entre les composants. Chaque étape est essentielle au résultat final.
Étape 1 : Préparation et Assemblage du Joint
Les pièces doivent être soigneusement nettoyées et assemblées avec le métal d'apport pré-placé au niveau ou à proximité du joint. L'espace entre les composants est soigneusement conçu pour être extrêmement petit, permettant à la capillarité de fonctionner correctement.
Étape 2 : Création de l'Atmosphère Contrôlée
L'ensemble est chargé dans un four, qui est ensuite scellé. Tout l'air est retiré pour créer un vide poussé, ou la chambre est inondée d'un gaz inerte. Cette étape élimine l'oxygène et d'autres contaminants qui pourraient compromettre le joint.
Étape 3 : Le Cycle Thermique
Le four chauffe lentement l'assemblage à la température de brasage spécifiée, qui peut varier de 800°C à 1150°C ou plus. L'assemblage est maintenu à cette température – une phase connue sous le nom de "trempe" – pendant une courte période pour s'assurer que le métal d'apport est entièrement fondu et qu'il s'est écoulé dans tout le joint.
Étape 4 : Solidification et Refroidissement
Après la trempe, l'assemblage est refroidi de manière contrôlée, toujours sous vide ou sous atmosphère protectrice. En refroidissant, le métal d'apport se solidifie, formant une liaison métallurgique solide et permanente avec les surfaces des matériaux de base. L'air n'est réintroduit dans le four qu'une fois la pièce suffisamment refroidie.
Comprendre les Compromis
Le brasage sous atmosphère contrôlée offre des avantages considérables, mais il est essentiel de reconnaître ses exigences et ses limites spécifiques pour déterminer s'il s'agit du bon choix pour votre application.
Avantage : Intégrité et Propreté des Joints Inégalées
Étant donné que le processus est sans flux et se déroule sous vide, les joints résultants sont exceptionnellement propres et exempts de contaminants ou de résidus de flux pouvant causer de la corrosion. Le chauffage uniforme minimise également les contraintes thermiques et la déformation.
Avantage : Assemblage de Matériaux Complexes et Dissimilaires
Le brasage sous atmosphère contrôlée est idéal pour les assemblages complexes avec plusieurs joints, car toutes les liaisons peuvent être réalisées simultanément. Les températures de processus plus basses le rendent également efficace pour assembler des métaux dissimilaires qui seraient difficiles ou impossibles à souder.
Limitation : Exigences du Processus et de l'Équipement
Cette méthode nécessite un équipement spécialisé et coûteux, à savoir un four sous vide ou à atmosphère contrôlée. Il s'agit d'un processus par lots, qui peut être moins efficace pour des pièces simples et uniques par rapport aux méthodes d'assemblage manuelles.
Limitation : La Conception et l'Ajustement sont Non Négociables
Le succès du brasage sous atmosphère contrôlée dépend entièrement de la conception correcte du joint. Le jeu doit être strictement contrôlé pour faciliter la capillarité. Un mauvais ajustement entraînera une liaison incomplète ou faible.
Faire le Bon Choix pour Votre Objectif
La sélection du brasage sous atmosphère contrôlée dépend entièrement des exigences spécifiques de votre composant et de son application.
- Si votre objectif principal est d'assembler des assemblages complexes à joints multiples : Le brasage sous atmosphère contrôlée vous permet de réaliser toutes les liaisons simultanément avec une déformation minimale.
- Si votre objectif principal est de créer des joints étanches et de haute pureté : L'atmosphère contrôlée et sans flux du brasage sous atmosphère contrôlée est idéale pour les applications sensibles dans les secteurs aérospatial, médical et des systèmes sous vide.
- Si votre objectif principal est d'assembler des matériaux délicats, à parois minces ou dissimilaires : Le chauffage uniforme et les températures plus basses empêchent le gauchissement et les problèmes métallurgiques associés au soudage.
En contrôlant l'ensemble de l'environnement, le brasage sous atmosphère contrôlée offre un niveau de précision, de propreté et d'intégrité que de nombreuses autres méthodes d'assemblage ne peuvent égaler.
Tableau Récapitulatif :
| Aspect Clé | Description |
|---|---|
| Principe Fondamental | Assemblage de métaux à l'aide d'un métal d'apport fondu en dessous du point de fusion des métaux de base par capillarité. |
| Environnement Critique | Vide ou atmosphère protectrice (par exemple, argon) pour prévenir l'oxydation, éliminant ainsi le besoin de flux. |
| Plage de Température Typique | 800°C à 1150°C+ |
| Avantage Principal | Crée des joints exceptionnellement propres, solides et étanches dans des matériaux complexes ou dissimilaires. |
| Considération Clé | Nécessite une conception de joint et un jeu de jeu précis pour que la capillarité fonctionne efficacement. |
Besoin de créer des joints sans flux et à haute intégrité pour vos assemblages complexes ?
Chez KINTEK, nous comprenons que la précision et la propreté sont primordiales. Notre expertise en brasage sous atmosphère contrôlée, soutenue par une R&D et une fabrication avancées, garantit que vos composants obtiennent les liaisons solides et étanches requises pour les applications exigeantes dans les secteurs aérospatial, médical et des systèmes sous vide.
Nous proposons une gamme de fours de laboratoire à haute température, notamment des systèmes Muffle, Tube, Rotatif et sous Vide, tous personnalisables pour répondre à vos exigences uniques en matière de processus de brasage.
Contactez nos experts dès aujourd'hui pour discuter de la manière dont nos solutions peuvent améliorer vos capacités d'assemblage de métaux.
Guide Visuel
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
- Four de presse sous vide pour le frittage de céramique de porcelaine et de zircone dentaire
- Four de frittage de porcelaine dentaire sous vide pour laboratoires dentaires
Les gens demandent aussi
- Comment le traitement thermique sous vide affecte-t-il la structure des grains des alliages métalliques ? Atteignez un contrôle précis de la microstructure
- Quels sont les avantages techniques de l'utilisation d'une feuille de Ti-35Ni-25Nb ? Une ténacité élevée et une stabilité de la phase bêta.
- Quelle est la fonction des fours industriels de traitement thermique sous vide ? Améliorer la qualité de l'acier maraging imprimé en 3D
- Quels sont les avantages d'utiliser un four de traitement thermique sous vide ? Atteignez une qualité et un contrôle des matériaux supérieurs
- Quelle est la température du brasage en four sous vide ? Optimisez la résistance et la propreté de vos joints



















