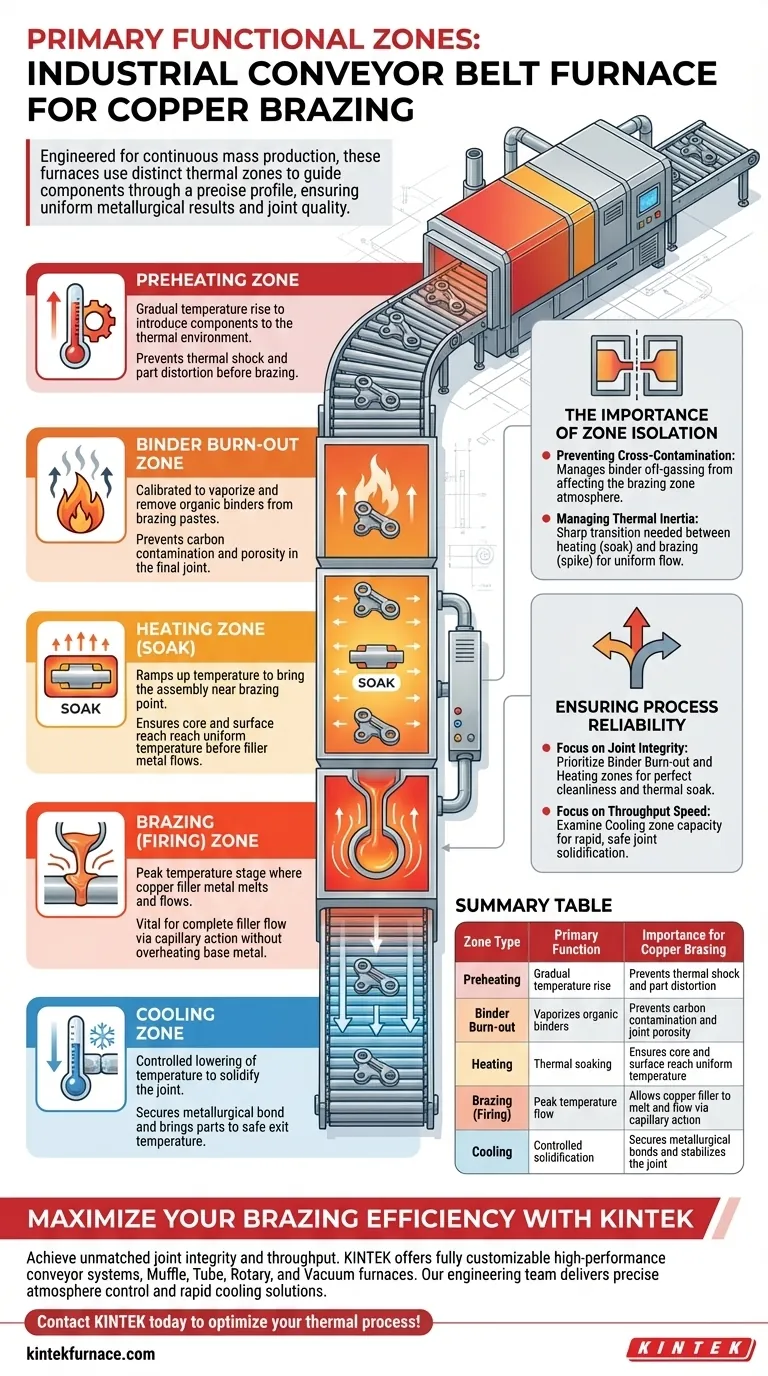
Un four industriel à bande transporteuse pour le brasage de cuivre fonctionne selon cinq zones fonctionnelles principales : la zone de préchauffage, la zone de brûlage du liant, la zone de chauffage, la zone de brasage (cuisson) et la zone de refroidissement. Ces sections distinctes sont conçues pour guider les composants à travers un profil thermique précis, garantissant un traitement continu et des résultats métallurgiques constants.
En compartimentant le cycle thermique en zones spécialisées, ces fours garantissent que chaque composant subit des conditions de chauffage, de trempage et de refroidissement identiques, ce qui se traduit par une qualité de joint uniforme sur des lots de production à grand volume.

L'anatomie du processus thermique
Pour obtenir une qualité de production de masse, le four doit contrôler l'environnement bien au-delà du simple chauffage. Chaque zone joue un rôle essentiel dans la préparation, l'assemblage et la stabilisation des composants métalliques.
La zone de préchauffage
Cette première étape introduit les composants dans l'environnement thermique.
Sa fonction principale est d'augmenter progressivement la température de l'assemblage. Cela évite les chocs thermiques, qui peuvent déformer les pièces ou désolidariser les fixations avant le début du processus de brasage proprement dit.
La zone de brûlage du liant
Dans de nombreux scénarios de production de masse, des pâtes de brasage sont utilisées, contenant des liants organiques pour maintenir le métal d'apport en place.
Cette zone est spécifiquement calibrée pour vaporiser et éliminer ces liants. L'élimination de ces matières organiques avant les températures plus élevées est essentielle pour éviter la contamination par le carbone et la porosité dans le joint brasé final.
La zone de chauffage
Une fois les liants éliminés, les composants entrent dans la zone de chauffage principale.
Ici, la température est considérablement augmentée pour amener l'assemblage près de la température de brasage. Cette zone garantit que le "trempage" – c'est-à-dire que le cœur de la pièce atteint la même température que la surface – est obtenu avant que le métal d'apport ne coule.
La zone de brasage (cuisson)
C'est la zone de processus critique où la température de pointe est atteinte.
Dans cette section, le métal d'apport en cuivre fond et s'écoule dans le joint par capillarité. Une distribution thermique précise ici est essentielle pour garantir que le métal d'apport s'écoule complètement sans surchauffer ni endommager le métal de base.
La zone de refroidissement
Une fois la réaction de brasage terminée, les composants passent immédiatement dans la zone de refroidissement.
Cette section abaisse la température de manière contrôlée pour solidifier le joint. Un refroidissement contrôlé est nécessaire pour sécuriser la liaison métallurgique et amener les pièces à une température sûre pour la sortie du four.
L'importance de l'isolation des zones
Bien que le convoyeur se déplace en continu, le succès du processus dépend de la séparation distincte de ces environnements thermiques.
Prévention de la contamination croisée
La zone de brûlage du liant doit être gérée efficacement pour garantir que les dégagements gazeux n'affectent pas l'atmosphère de la zone de brasage. Si des vapeurs organiques dérivent dans la zone de cuisson, elles peuvent interférer avec l'action de mouillage du cuivre.
Gestion de l'inertie thermique
La transition entre la zone de chauffage (trempage) et la zone de brasage (pic) doit être suffisamment nette pour déclencher le flux, mais suffisamment stable pour maintenir l'uniformité. Si les zones ne sont pas distinctes, le profil thermique devient "boueux", entraînant une résistance de joint incohérente sur la largeur de la bande.
Assurer la fiabilité du processus
Lors de l'évaluation ou de l'exploitation d'un four à bande transporteuse, votre attention doit se déplacer en fonction de vos exigences de production spécifiques.
Si votre objectif principal est l'intégrité du joint :
- Priorisez le calibrage des zones de brûlage du liant et de chauffage pour garantir que les pièces sont parfaitement propres et thermiquement trempées avant que le cuivre ne fonde.
Si votre objectif principal est la vitesse de débit :
- Examinez la capacité de la zone de refroidissement, car la capacité de solidifier rapidement et en toute sécurité le joint dicte souvent la vitesse maximale de la bande.
La production de masse réussie repose sur l'interaction transparente de ces cinq zones pour fournir un produit répétable et de haute qualité.
Tableau récapitulatif :
| Type de zone | Fonction principale | Importance pour le brasage de cuivre |
|---|---|---|
| Préchauffage | Augmentation progressive de la température | Prévient les chocs thermiques et la déformation des pièces |
| Brûlage du liant | Vaporise les liants organiques | Prévient la contamination par le carbone et la porosité du joint |
| Chauffage | Trempage thermique | Assure que le cœur et la surface atteignent une température uniforme |
| Brasage (cuisson) | Flux à température de pointe | Permet au métal d'apport en cuivre de fondre et de s'écouler par capillarité |
| Refroidissement | Solidification contrôlée | Sécurise les liaisons métallurgiques et stabilise le joint |
Maximisez votre efficacité de brasage avec KINTEK
Obtenez une intégrité de joint et un débit inégalés sur vos lignes de production de masse. Soutenu par une R&D et une fabrication expertes, KINTEK propose des systèmes de convoyeurs haute performance, des fours Muffle, Tube, Rotatifs et sous vide, tous entièrement personnalisables selon vos besoins métallurgiques spécifiques. Que vous ayez besoin d'un contrôle précis de l'atmosphère pour le brûlage du liant ou d'un refroidissement rapide pour une sortie à grande vitesse, notre équipe d'ingénieurs est prête à vous livrer.
Contactez KINTEK dès aujourd'hui pour optimiser votre processus thermique !
Guide Visuel
Références
- Er. RoshanY. Gonnade. Copper Brazing Technology. DOI: 10.22214/ijraset.2025.73740
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Four à atmosphère contrôlée à bande maillée Four à atmosphère inerte à l'azote
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
- Four de fusion à induction sous vide et four de fusion à arc
Les gens demandent aussi
- Quel est le rôle des fours de haute précision dans le traitement thermique de l'Inconel 718 ? Maîtriser l'ingénierie microstructurale
- Quelles sont les étapes d'un traitement typique de brasage sous vide ? Maîtrisez le processus pour des joints solides et propres
- Quelle est la température du brasage en four sous vide ? Optimisez la résistance et la propreté de vos joints
- Quelle est la fonction des fours industriels de traitement thermique sous vide ? Améliorer la qualité de l'acier maraging imprimé en 3D
- Quels sont les avantages d'utiliser un four de traitement thermique sous vide ? Atteignez une qualité et un contrôle des matériaux supérieurs










