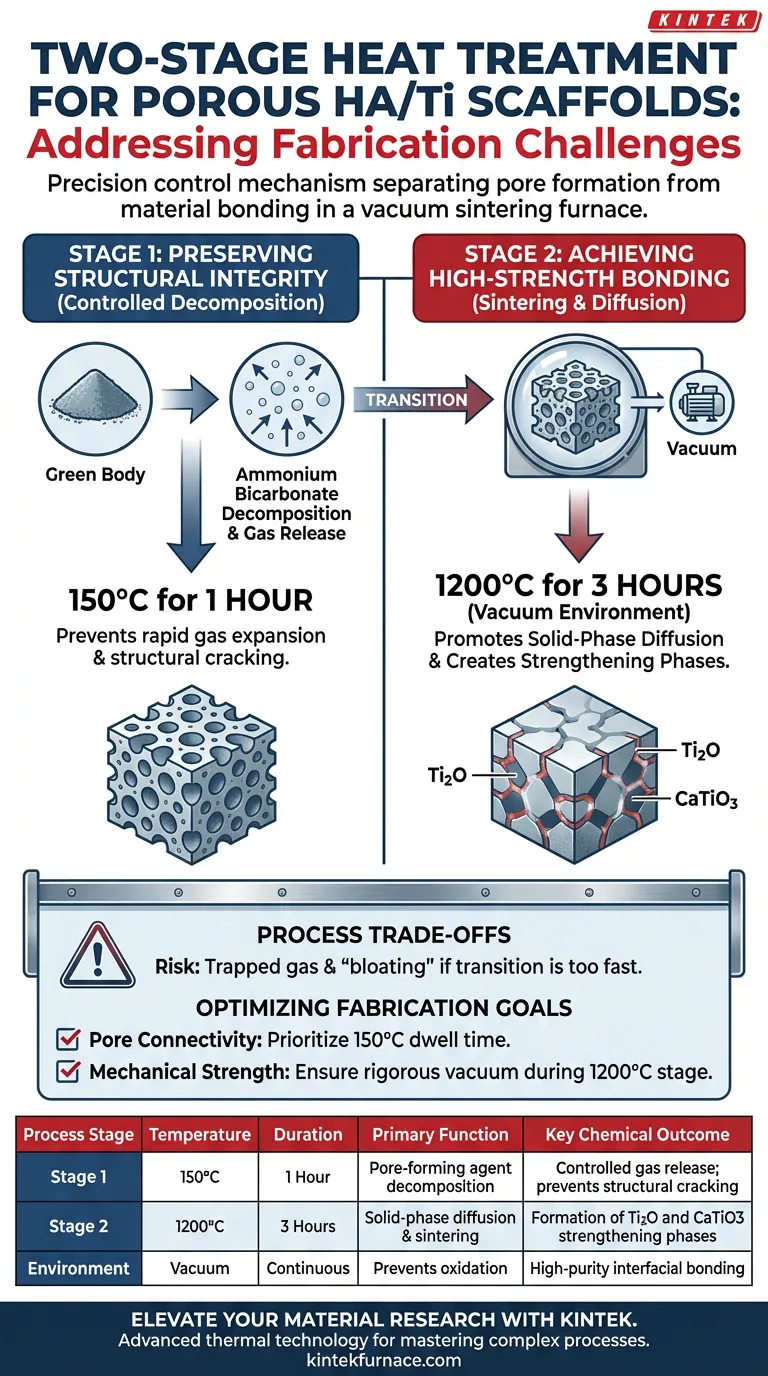
Le processus de traitement thermique en deux étapes agit comme un mécanisme de contrôle de précision pour séparer l'élimination volatile des agents porogènes des exigences énergétiques élevées de la liaison des matériaux. Cette méthode répond au double défi de prévenir l'effondrement structurel lors de la libération de gaz (Étape 1 à 150°C) tout en assurant une résistance interfaciale robuste par transformation de phase chimique (Étape 2 à 1200°C).
La fabrication réussie d'échafaudages nécessite de découpler la contrainte mécanique de la formation des pores du processus chimique de frittage. Cette approche divisée empêche le corps vert de se fracturer pendant l'expansion gazeuse tout en créant les conditions nécessaires à la formation de phases de renforcement comme Ti2O et CaTiO3.

Étape 1 : Préserver l'intégrité structurelle
Le premier défi dans la fabrication d'échafaudages poreux HA/Ti est de gérer l'élimination de l'agent porogène sans détruire le délicat "corps vert" (la structure de poudre compactée mais non cuite).
Le risque d'expansion gazeuse rapide
Lorsque les agents porogènes comme le bicarbonate d'ammonium se décomposent, ils libèrent du gaz. Si cette réaction se produit trop rapidement ou à une température trop élevée, la pression interne peut briser l'échafaudage avant qu'il n'ait une quelconque résistance mécanique.
Décomposition thermique contrôlée
La première étape aborde ce problème en maintenant la température à 150°C pendant 1 heure. Ce palier thermique spécifique permet la décomposition lente et contrôlée du bicarbonate d'ammonium.
En modérant le taux de libération de gaz, le processus crée la porosité souhaitée sans induire de microfissures ou de défaillance structurelle catastrophique de l'échafaudage.
Étape 2 : Obtenir une liaison de haute résistance
Une fois la structure poreuse stabilisée, le deuxième défi consiste à transformer la poudre lâche en un matériau cohérent et porteur de charge. Cela nécessite une énergie considérablement plus élevée pour déclencher des changements chimiques.
Promotion de la diffusion en phase solide
La deuxième étape fait monter la température à 1200°C pendant 3 heures dans un environnement sous vide. Ce maintien à haute température est essentiel pour activer la diffusion en phase solide, où les atomes se déplacent entre les particules de titane et d'hydroxyapatite (HA).
Création de phases de renforcement
Le processus de frittage sous vide entraîne des réactions interfaciales spécifiques impossibles à des températures plus basses. Il facilite la formation de nouveaux composés chimiques, notamment Ti2O et CaTiO3.
Ces nouvelles phases agissent comme une "colle" métallurgique. Elles assurent une liaison de haute résistance entre les composants céramique (HA) et métallique (Ti), garantissant que l'échafaudage peut supporter des charges mécaniques.
Comprendre les compromis du processus
Bien que ce processus en deux étapes soit efficace, il introduit des contraintes spécifiques qui doivent être gérées pour éviter les erreurs de fabrication.
Le coût de la séparation thermique
Le principal compromis est l'exigence stricte de zones thermiques distinctes. Se précipiter de la phase de décomposition (Étape 1) à la phase de frittage (Étape 2) crée un conflit entre l'évacuation des gaz et le retrait du matériau.
Si la transition est trop rapide, le gaz résiduel reste piégé à l'intérieur du matériau en densification. Cela entraîne des défauts internes ou un "gonflement", qui compromettent la résistance finale fournie par les phases Ti2O et CaTiO3.
Optimiser la fabrication pour vos objectifs
Pour maximiser l'efficacité de ce traitement thermique, alignez vos contrôles de processus sur vos objectifs de performance spécifiques.
- Si votre objectif principal est la connectivité et la forme des pores : Privilégiez le respect strict du temps de maintien à 150°C, en veillant à ce que le bicarbonate d'ammonium soit complètement évacué pour éviter toute distorsion structurelle.
- Si votre objectif principal est la résistance mécanique et la durabilité : Assurez-vous que l'environnement sous vide est rigoureusement maintenu pendant l'étape à 1200°C, car une contamination par l'oxygène ou un temps insuffisant inhibera la formation des couches de liaison vitales Ti2O et CaTiO3.
En séparant strictement l'élimination des gaz de la liaison des matériaux, vous transformez un compact de poudre fragile en un échafaudage robuste et biomédicalement viable.
Tableau récapitulatif :
| Étape du processus | Température | Durée | Fonction principale | Résultat chimique clé |
|---|---|---|---|---|
| Étape 1 | 150°C | 1 Heure | Décomposition de l'agent porogène | Libération contrôlée de gaz ; empêche la fissuration structurelle |
| Étape 2 | 1200°C | 3 Heures | Diffusion en phase solide et frittage | Formation des phases de renforcement Ti2O et CaTiO3 |
| Environnement | Vide | Continu | Prévient l'oxydation | Liaison interfaciale de haute pureté |
Élevez votre recherche sur les matériaux avec KINTEK
La précision fait la différence entre un corps vert fragile et un échafaudage haute performance. KINTEK fournit la technologie thermique avancée nécessaire pour maîtriser des processus complexes comme le frittage sous vide en deux étapes.
Forts d'une R&D et d'une fabrication expertes, nous proposons une gamme complète de systèmes de muffles, de tubes, rotatifs, sous vide et CVD. Que vous fabriquiez des échafaudages biomédicaux HA/Ti ou des céramiques avancées, nos fours de laboratoire haute température sont entièrement personnalisables pour répondre à vos profils thermiques et exigences d'atmosphère uniques.
Prêt à optimiser vos résultats de frittage ?
Contactez KINTEK dès aujourd'hui pour discuter des besoins de votre projet
Guide Visuel
Références
- Xingping Fan, Hao Zhang. Fabrication and Characterization of LaF3-Reinforced Porous HA/Ti Scaffolds. DOI: 10.3390/coatings14010111
Cet article est également basé sur des informations techniques de Kintek Furnace Base de Connaissances .
Produits associés
- Four de frittage sous vide pour traitement thermique Four de frittage sous vide pour fil de molybdène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de traitement thermique et de frittage sous vide à pression d'air 9MPa
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four de traitement thermique et de frittage par induction sous vide 600T
Les gens demandent aussi
- Qu'est-ce qu'un four de frittage sous vide et quel est son objectif principal ? Obtenez des matériaux denses de haute pureté avec précision
- Quel est le but de la mise en place d'une étape de maintien à température intermédiaire ? Éliminer les défauts dans le frittage sous vide
- Qu'est-ce qu'un four de frittage sous vide et quelle est sa fonction principale ? Obtenir des matériaux denses et de haute pureté
- Comment le frittage sous vide contribue-t-il à la réduction des coûts dans le traitement des matériaux ? Réduction des dépenses grâce à des pièces de qualité supérieure
- Comment le frittage sous vide améliore-t-il les tolérances dimensionnelles ? Obtenez un retrait uniforme et une précision accrue



















