
L'ennemi invisible du traitement thermique
Pendant des décennies, l'image du traitement thermique a été celle du feu et de la force. Une pièce d'acier incandescente plongée dans un bain d'huile turbulent, accueillie par un sifflement violent et des volutes de fumée. C'est un processus ancré dans la tradition, qui ressemble souvent plus à un artisanat qu'à une science.
Mais dans l'ingénierie de haute performance — de l'aérospatiale aux implants médicaux — « l'artisanat » est synonyme de « variabilité ». Et la variabilité est l'ennemi de la fiabilité. Le défi principal n'est pas seulement de chauffer et de refroidir le métal ; il s'agit de contrôler chaque variable susceptible de compromettre l'intégrité de la pièce finale.
La variable la plus importante et souvent négligée est l'air même à l'intérieur du four.
Dompter l'atmosphère : la puissance du vide
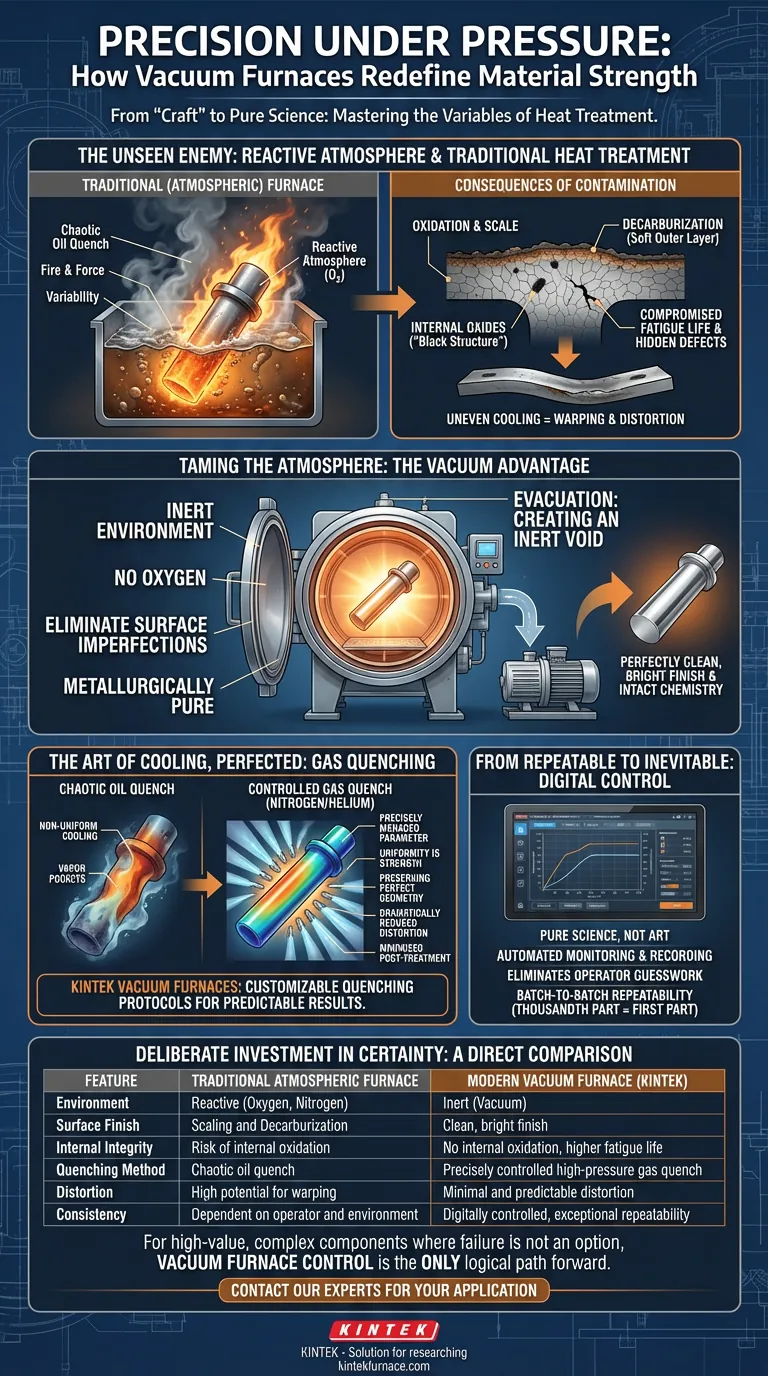
Un four conventionnel est rempli d'une atmosphère réactive. À haute température, l'oxygène mène une guerre incessante à la surface de l'acier, créant des problèmes qui persistent profondément dans le matériau.
La cémentation sous vide change les règles du jeu en supprimant le champ de bataille lui-même. En évacuant la chambre, nous créons un environnement inerte où l'acier peut être traité sans interférence.
Élimination des imperfections de surface
Dans une atmosphère normale, deux choses se produisent :
- Oxydation : L'oxygène se lie à l'acier chaud, formant une couche de calamine. Celle-ci doit être nettoyée plus tard, une étape supplémentaire et coûteuse.
- Décarburation : La surface de l'acier perd du carbone au profit de l'atmosphère environnante, créant une couche extérieure douce et faible.
Le vide empêche ces réactions entièrement. Les pièces sortent du four parfaitement propres, avec une finition métallique brillante et leur chimie de surface intacte.
Fortification de l'intérieur
Les dommages les plus insidieux se produisent sous la surface. L'oxygène peut pénétrer les joints de grains de l'acier, créant des oxydes internes microscopiques. Cette « structure noire » agit comme un réseau de points de contrainte intégrés, compromettant gravement la durée de vie en fatigue du composant. C'est un défaut caché, une défaillance qui attend de se produire.
Le traitement sous vide rend l'oxydation interne impossible, résultant en un composant métallurgiquement pur et exceptionnellement durable.
L'art du refroidissement, perfectionné
La deuxième source de chaos est le trempage. L'immersion d'une pièce dans l'huile est un processus incroyablement non uniforme. L'ébullition chaotique et les poches de vapeur créent des vitesses de refroidissement inégales sur la géométrie de la pièce, conduisant directement au gauchissement et à la distorsion.
Le trempage gazeux, standard dans les fours sous vide, remplace ce chaos par le contrôle.
L'uniformité fait la force
Au lieu d'un bain liquide, un gaz inerte comme l'azote ou l'hélium est mis en circulation à haute pression. La vitesse de refroidissement n'est plus un événement chaotique ; c'est un paramètre précisément géré, contrôlé en ajustant la pression et la vitesse du gaz.
Cela garantit que chaque surface de la pièce, des sections épaisses aux détails fins, refroidit à une vitesse quasi identique et prévisible. Le résultat est une trempe homogène parfaite, assurant des performances constantes.
Préservation d'une géométrie parfaite
Parce que le refroidissement est si uniforme, la distorsion des pièces est considérablement réduite. C'est un facteur décisif.
- Les pièces complexes à parois minces peuvent être trempées sans gauchissement.
- Le besoin de meulage post-traitement coûteux et long est minimisé.
- Les taux de rebut chutent, et la géométrie finale des pièces est beaucoup plus prévisible.
Ce niveau de contrôle nécessite un système conçu à cet effet. Un four sous vide avancé KINTEK, par exemple, permet la personnalisation des protocoles de trempage adaptés à la géométrie et au matériau spécifiques de vos composants, transformant un processus à haut risque en un processus prévisible.
De répétable à inévitable : la logique du contrôle numérique
Lorsque vous combinez un environnement stable (le vide) avec des entrées précises et gérées numériquement (flux de gaz, pression, température), vous changez fondamentalement la nature du traitement thermique.
Le processus passe d'un art, dépendant de l'expérience et de l'intuition de l'opérateur, à une science pure. Chaque paramètre critique est surveillé, enregistré et automatisé. L'estimation de l'opérateur et la variabilité atmosphérique sont complètement éliminées de l'équation.
Cela garantit que la millième pièce d'une série de production a exactement les mêmes propriétés métallurgiques et géométriques que la première. Pour les industries où l'échec n'est pas une option, ce niveau de répétabilité lot par lot n'est pas un luxe ; c'est une nécessité.
Un investissement délibéré dans la certitude
Les systèmes sous vide avancés représentent un investissement initial plus élevé que les fours atmosphériques traditionnels. Ils nécessitent une maintenance spécialisée et une compréhension technique plus approfondie.
Mais considérer cela uniquement sous l'angle du coût est une erreur. C'est un investissement dans la certitude. Vous achetez l'élimination des variables. Vous payez pour éliminer le risque d'oxydation, de distorsion et d'incohérence — des risques qui conduisent à des pièces rebutées, des défaillances sur le terrain et des réputations endommagées.
| Avantage | Four atmosphérique traditionnel | Four sous vide moderne (KINTEK) |
|---|---|---|
| Environnement | Réactif (Oxygène, Azote) | Inerte (Vide) |
| Finition de surface | Calamine et décarburation | Finition propre et brillante |
| Intégrité interne | Risque d'oxydation interne | Pas d'oxydation interne, durée de vie en fatigue plus élevée |
| Méthode de trempage | Trempage à l'huile chaotique | Trempage gazeux à haute pression précisément contrôlé |
| Distorsion | Potentiel élevé de gauchissement | Distorsion minimale et prévisible |
| Cohérence | Dépend de l'opérateur et de l'environnement | Contrôlé numériquement, répétabilité exceptionnelle |
En fin de compte, le choix dépend de vos exigences. Si vous produisez des composants complexes de grande valeur où la pureté métallurgique et la précision dimensionnelle sont primordiales, le contrôle offert par un four sous vide n'est pas seulement meilleur — c'est la seule voie logique à suivre.
Atteindre ce niveau de contrôle de processus commence par avoir le bon équipement, conçu pour votre application spécifique. Contactez nos experts
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- L'anatomie de la précision : un cadre stratégique pour choisir votre four à vide
- Comment les fours à pressage à chaud sous vide transforment l'ingénierie des matériaux avancés
- Plus qu'un vide : l'efficacité énergétique inhérente à la conception des fours à vide
- Le spectre de pression : pourquoi la capacité d'un four sous vide n'est pas un chiffre unique
- Comment choisir la bonne température de four de pressage à chaud sous vide pour vos matériaux



















