Le choix entre un four à vide partiel et un four à vide poussé est déterminé par la sensibilité de votre matériau, la pureté requise par votre processus et votre budget opérationnel. Un système à vide partiel est une solution rentable pour prévenir l'oxydation générale des matériaux robustes, tandis qu'un four à vide poussé offre un environnement méticuleusement contrôlé, essentiel pour le traitement des matériaux réactifs et de grande valeur où toute contamination est inacceptable.
La décision ne concerne pas seulement le niveau de vide que vous pouvez atteindre. C'est un choix stratégique entre la prévention des réactions de surface de base (vide partiel) et l'obtention d'une pureté chimique ultime en éliminant pratiquement toutes les molécules réactives et en dégazant le matériau lui-même (vide poussé).

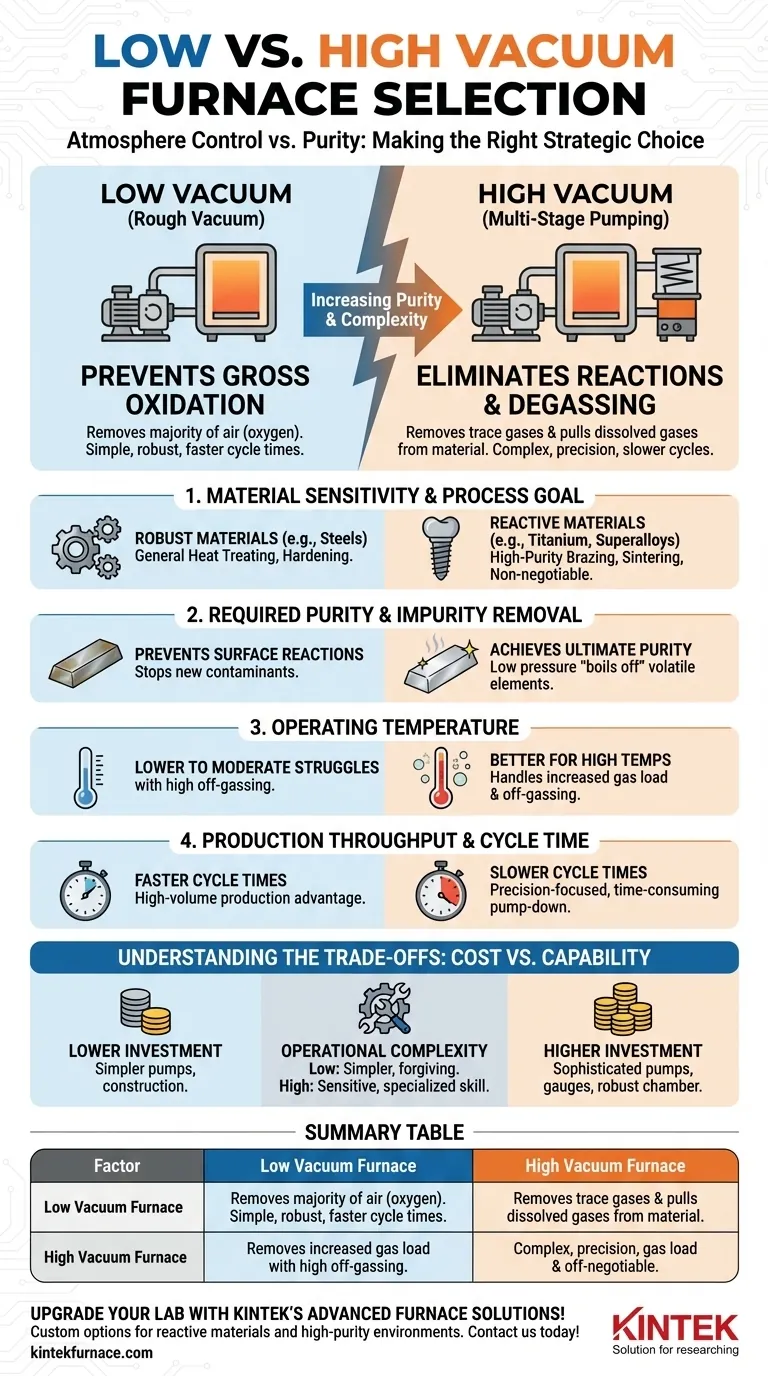
La différence fondamentale : contrôle de l'atmosphère vs. pureté
Les termes "vide partiel" et "vide poussé" représentent deux philosophies distinctes de gestion de l'atmosphère. Comprendre cette différence est la clé pour réaliser le bon investissement.
Vide partiel : prévention de l'oxydation grossière
Un système à vide partiel (ou "vide grossier") est conçu pour éliminer la grande majorité de l'air, principalement l'oxygène, de la chambre du four. Son objectif principal est de prévenir l'oxydation à grande échelle, la décoloration et l'entartrage à la surface des pièces soumises à un traitement thermique.
Ces systèmes sont mécaniquement plus simples, utilisant généralement uniquement des pompes à palettes rotatives ou des pompes mécaniques similaires. Ils sont robustes, fiables et offrent des temps de cycle plus rapides car la pression cible est relativement facile à atteindre.
Vide poussé : élimination des réactions et dégazage
Un système à vide poussé va beaucoup plus loin. Il utilise un système de pompage multi-étages (combinant des pompes mécaniques avec des pompes à diffusion ou turbomoléculaires) pour éliminer non seulement l'oxygène, mais aussi les traces de gaz comme la vapeur d'eau, l'azote et l'argon.
L'objectif est de créer un environnement si inerte qu'il empêche même les réactions microscopiques. De manière cruciale, un vide poussé peut également extraire les gaz dissous du matériau lui-même, un processus connu sous le nom de dégazage. Ceci est essentiel pour atteindre la pureté et l'intégrité du matériau les plus élevées possibles.
Analyse des facteurs décisionnels clés
Les exigences de votre processus indiqueront directement le niveau de vide correct. Analysez votre application en fonction de ces quatre facteurs critiques.
1. Sensibilité du matériau et objectif du processus
C'est la considération la plus importante. Pour le traitement thermique général des aciers ou des alliages moins réactifs où l'objectif principal est le durcissement ou la relaxation des contraintes, un vide partiel est souvent suffisant.
Pour le traitement des matériaux hautement réactifs comme le titane, le zirconium et les métaux réfractaires, un vide poussé est non négociable. Ces matériaux peuvent être contaminés et fragilisés par des traces d'oxygène ou d'azote, en particulier à haute température. Des processus comme le brasage de haute pureté, la fabrication d'implants médicaux et le frittage de composants aérospatiaux exigent un environnement à vide poussé.
2. Pureté requise et élimination des impuretés
Si votre processus nécessite l'élimination d'éléments volatils d'un matériau, vous avez besoin d'un système à vide poussé. La basse pression abaisse efficacement le point d'ébullition de ces impuretés, les faisant "s'évaporer" du matériau et être éliminées par les pompes à vide.
Les systèmes à vide partiel ne génèrent pas suffisamment de différentiel de pression pour faciliter ce type de purification. Ils empêchent seulement l'introduction de nouveaux contaminants de l'atmosphère.
3. Température de fonctionnement
Plus la température du processus est élevée, plus les matériaux deviennent réactifs et plus ils ont tendance à dégazer (libérer les gaz piégés de leur surface).
Un système à vide poussé est mieux équipé pour gérer cette charge de gaz accrue tout en maintenant la basse pression nécessaire. Un système à vide partiel peut avoir du mal à suivre, permettant à la pression partielle des gaz réactifs d'augmenter et de compromettre le processus.
4. Débit de production et temps de cycle
Atteindre un vide poussé est un processus chronophage. La séquence de pompage peut ajouter un temps significatif à chaque cycle du four par rapport à un système à vide partiel.
Si votre exploitation privilégie la production à grand volume de composants moins sensibles, les temps de cycle plus rapides d'un four à vide partiel offrent un avantage clair en termes de débit.
Comprendre les compromis : coût vs. capacité
Choisir un four est un investissement en capital majeur, et la différence de coût et de complexité entre les systèmes à vide partiel et à vide poussé est substantielle.
Investissement initial
Les fours à vide poussé sont nettement plus chers. Le coût estT dû à la nécessité d'un système de pompage sophistiqué à deux étages, de contrôleurs et de manomètres plus avancés (par exemple, des jauges à ion), et d'une construction de chambre plus robuste pour gérer le différentiel de pression extrême.
Complexité opérationnelle et maintenance
Les systèmes à vide partiel sont les bêtes de somme du monde du traitement thermique. Ils sont mécaniquement plus simples, plus tolérants aux petites fuites et nécessitent moins de connaissances spécialisées pour fonctionner et être entretenus.
Les systèmes à vide poussé sont des instruments de précision. Ils sont extrêmement sensibles aux fuites, exigent des protocoles de nettoyage méticuleux pour éviter la contamination et nécessitent des techniciens plus qualifiés pour le fonctionnement et l'entretien.
Énergie et consommables
Bien que les éléments chauffants du four soient les principaux consommateurs d'énergie, le système de pompage complexe d'un four à vide poussé ajoute à la consommation d'énergie globale. De plus, les pompes spécialisées peuvent nécessiter des consommables comme l'huile de pompe, ce qui augmente le coût d'exploitation continu.
Faire le bon choix pour votre application
Répondre à cette question nécessite une évaluation lucide de vos objectifs de processus. Utilisez ces lignes directrices pour faire un choix définitif.
- Si votre objectif principal est le traitement thermique général et la prévention de la décoloration de surface (par exemple, recuit d'acier, trempe) : Un four à vide partiel est votre solution la plus rentable et la plus efficace.
- Si votre objectif principal est l'assemblage ou le traitement de matériaux hautement réactifs (par exemple, titane, superalliages, métaux réfractaires) : Un four à vide poussé est obligatoire pour prévenir la contamination du matériau et assurer l'intégrité structurelle.
- Si votre objectif principal est d'atteindre une pureté maximale du matériau et un dégazage (par exemple, implants médicaux, électronique sous vide, R&D) : Vous devez investir dans un système à vide poussé pour éliminer les contaminants volatils du matériau lui-même.
- Si votre objectif principal est la production à grand volume avec des besoins de qualité modérés : Les temps de cycle plus rapides d'un système à vide partiel offriront un avantage significatif en termes de débit qui justifie sa sélection.
En alignant votre choix de four sur les exigences fondamentales de votre matériau et de votre processus, vous transformez un achat majeur en un investissement stratégique dans la qualité et l'efficacité opérationnelle.
Tableau récapitulatif :
| Facteur | Four à vide partiel | Four à vide poussé |
|---|---|---|
| Sensibilité du matériau | Convient aux matériaux robustes (par ex. aciers) | Essentiel pour les matériaux réactifs (par ex. titane, superalliages) |
| Exigences de pureté | Prévient l'oxydation de surface | Atteint une grande pureté et un dégazage |
| Température de fonctionnement | Gère des températures faibles à modérées | Mieux pour les hautes températures avec dégazage |
| Débit de production | Temps de cycle plus rapides, volume plus élevé | Temps de cycle plus lents, axé sur la précision |
| Coût et complexité | Coût initial inférieur, fonctionnement plus simple | Coût initial plus élevé, maintenance plus complexe |
Améliorez les capacités de votre laboratoire avec les solutions de fours à haute température avancées de KINTEK ! En tirant parti d'une R&D exceptionnelle et d'une fabrication interne, nous proposons aux laboratoires diversifiés des options personnalisées telles que les fours à moufle, les fours tubulaires, les fours rotatifs, les fours sous vide et sous atmosphère, ainsi que les systèmes CVD/PECVD. Notre forte capacité de personnalisation approfondie garantit un alignement précis avec vos besoins expérimentaux uniques, que vous traitiez des matériaux réactifs ou que vous ayez besoin d'environnements de haute pureté. Ne laissez pas les limitations des fours vous freiner — contactez-nous dès aujourd'hui pour discuter de la manière dont nous pouvons améliorer votre efficacité et vos résultats !
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Pourquoi un environnement de vide poussé est-il crucial lors de la préparation de composites cuivre-nanotubes de carbone dans un four de pressage à chaud sous vide ? Obtenir une intégrité composite supérieure
- Quels paramètres de processus doivent être optimisés pour des matériaux spécifiques dans un four de pressage à chaud sous vide ? Atteindre une densité et une microstructure optimales
- Qu'est-ce qu'un four de frittage sous vide à chaud ? Libérez des performances matérielles supérieures
- Comment la pression uniaxiale appliquée par un four de frittage sous vide affecte-t-elle la microstructure des matériaux ZrC-SiC ?
- Quelles sont les caractéristiques de contrôle de la température des fours de pressage à chaud sous vide ? Obtenez de la précision dans le traitement des matériaux à haute température



















