À la base, la trempe sous vide n'est pas un processus fondamentalement différent de la trempe traditionnelle, mais plutôt un environnement supérieur dans lequel la trempe a lieu. Alors que toute trempe implique un chauffage et un refroidissement rapide pour augmenter la résistance du métal, la trempe sous vide effectue ce processus à l'intérieur d'une chambre à vide. Ce seul changement élimine l'oxydation et la contamination de surface, offrant un produit final plus propre, plus précis et dimensionnellement stable.
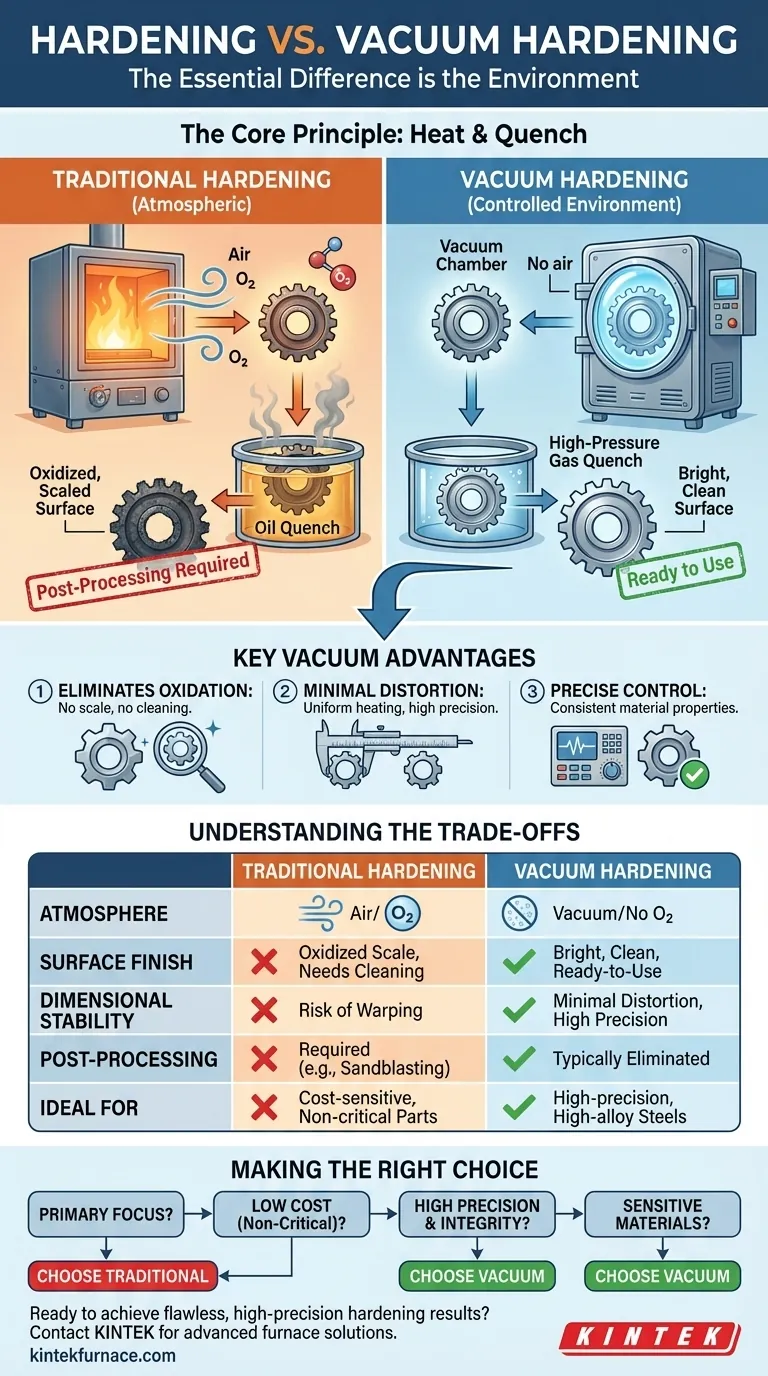
La différence essentielle est l'atmosphère. La trempe traditionnelle se produit à l'air libre, ce qui entraîne une calamine de surface qui doit être éliminée. La trempe sous vide se produit sans air, ce qui donne une surface brillante et propre qui ne nécessite aucun post-traitement et subit une distorsion minimale.

Qu'est-ce que la trempe ? Un aperçu fondamental
La trempe est une catégorie de procédés de traitement thermique conçus pour augmenter la dureté, et donc la résistance et la résistance à l'usure, d'un métal. C'est une pierre angulaire de la métallurgie pour la création de composants durables.
Le principe de base : Chauffage et trempe
Le processus consiste à chauffer un métal, généralement de l'acier, à une température critique spécifique. À cette température, sa structure cristalline interne se transforme en une phase appelée austénite.
Le métal est ensuite refroidi rapidement dans un processus appelé trempe. Ce refroidissement rapide piège la structure cristalline dans une nouvelle phase, très dure et fragile, appelée martensite. C'est ce qui rend le métal dur.
Le problème de l'atmosphère
Lorsqu'elle est effectuée dans un four standard, le métal est chauffé en présence d'oxygène. La surface chaude du métal réagit avec cet oxygène, créant une couche de calamine. Cette calamine est indésirable et doit être nettoyée ultérieurement par des procédés tels que le sablage ou le meulage.
Comment la trempe sous vide redéfinit le processus
La trempe sous vide suit le même principe de chauffage et de trempe, mais effectue l'ensemble du cycle dans un four sous vide. Cet environnement contrôlé offre des avantages significatifs.
Élimination des réactions de surface
En retirant l'air de la chambre du four pour créer un vide ou une pression partielle contrôlée, les gaz réactifs comme l'oxygène sont éliminés. Cela empêche entièrement la formation de calamine.
Le processus peut atteindre des températures allant jusqu'à 1 300 °C tout en maintenant un environnement exempt de contamination.
Le résultat : Une surface brillante et propre
Comme aucune oxydation ne se produit, la pièce métallique sort du four avec une surface métallique brillante et propre. Cela élimine le besoin de toute opération de nettoyage ou de finition secondaire, ce qui permet de gagner du temps et de préserver la surface originale de la pièce.
Précision grâce au contrôle
L'environnement sous vide contrôlé permet également un chauffage et un refroidissement extrêmement uniformes. Cela réduit les contraintes thermiques sur le composant, ce qui entraîne une distorsion ou une déformation minimale. Pour les pièces avec des tolérances dimensionnelles serrées, ce niveau de précision est essentiel.
Comprendre les compromis
Le choix entre la trempe traditionnelle et la trempe sous vide est une décision basée sur les exigences spécifiques du composant, notamment en ce qui concerne la qualité et le coût.
Finition de surface et post-traitement
Avec la trempe traditionnelle, vous devez prévoir des étapes de nettoyage ultérieures pour éliminer la calamine. Cela ajoute du temps, des coûts et peut légèrement modifier les dimensions de la surface de la pièce.
La trempe sous vide livre une pièce qui est souvent prête à l'emploi immédiatement après le traitement, sans avoir besoin d'un nettoyage mécanique coûteux et potentiellement dommageable.
Stabilité dimensionnelle
Le chauffage et le refroidissement non uniformes des fours atmosphériques peuvent provoquer le gauchissement des pièces. Bien que cela puisse être géré, cela présente un risque.
La trempe sous vide offre une stabilité dimensionnelle supérieure, ce qui en fait la méthode préférée pour les géométries complexes, les sections minces et les composants de haute précision où toute distorsion entraînerait une défaillance.
Coût et impact environnemental
La trempe sous vide est généralement un processus plus coûteux en raison de la complexité et du coût de l'équipement. Cependant, ce coût initial peut être compensé par l'élimination du besoin de post-traitement.
C'est également un processus plus respectueux de l'environnement, car la trempe contrôlée (souvent à l'aide de gaz inerte) réduit les émissions et les déchets associés à la trempe traditionnelle à l'huile ou à l'eau.
Faire le bon choix pour votre application
Votre décision finale doit être guidée par les exigences d'utilisation finale de votre composant.
- Si votre objectif principal est un faible coût pour des pièces non critiques : La trempe traditionnelle est souvent suffisante, à condition de tenir compte du nettoyage post-traitement nécessaire.
- Si votre objectif principal est une haute précision et l'intégrité de la surface : La trempe sous vide est le choix supérieur, offrant des pièces propres et dimensionnellement précises sans opérations secondaires.
- Si vous travaillez avec des aciers à outils fortement alliés ou des matériaux sensibles : Le contrôle précis de la trempe sous vide est essentiel pour prévenir les réactions de surface indésirables et assurer des propriétés matérielles optimales.
En fin de compte, choisir le bon processus de trempe est une décision stratégique qui équilibre les exigences de la pièce finale et les coûts totaux du projet.
Tableau récapitulatif :
| Caractéristique | Trempe traditionnelle | Trempe sous vide |
|---|---|---|
| Atmosphère | Air (oxygène présent) | Vide (pas d'oxygène) |
| Finition de surface | Calamine oxydée nécessitant un nettoyage | Brillante, propre, prête à l'emploi |
| Stabilité dimensionnelle | Risque de gauchissement et de distorsion | Distorsion minimale, haute précision |
| Post-traitement | Requis (par exemple, sablage) | Généralement éliminé |
| Idéal pour | Pièces sensibles aux coûts, non critiques | Aciers de haute précision, fortement alliés, matériaux sensibles |
Prêt à obtenir des résultats de trempe impeccables et de haute précision ?
En s'appuyant sur une R&D exceptionnelle et une fabrication interne, KINTEK fournit à divers laboratoires des solutions avancées de fours à haute température. Notre gamme de produits, comprenant des fours à moufle, tubulaires, rotatifs et des fours sous vide et à atmosphère spécialisés, est complétée par notre forte capacité de personnalisation approfondie pour répondre précisément à vos exigences expérimentales uniques en matière de trempe, de revenu et plus encore.
Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions de trempe sous vide peuvent améliorer la qualité de vos composants, éliminer le post-traitement et assurer la stabilité dimensionnelle de vos pièces les plus critiques.
Obtenez une solution personnalisée
Guide Visuel
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Four de frittage sous vide pour traitement thermique Four de frittage sous vide pour fil de molybdène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
Les gens demandent aussi
- Quel est le rôle des fours de haute précision dans le traitement thermique de l'Inconel 718 ? Maîtriser l'ingénierie microstructurale
- Quels sont les avantages techniques de l'utilisation d'une feuille de Ti-35Ni-25Nb ? Une ténacité élevée et une stabilité de la phase bêta.
- Quelle est la température du brasage en four sous vide ? Optimisez la résistance et la propreté de vos joints
- Comment le traitement thermique sous vide affecte-t-il la structure des grains des alliages métalliques ? Atteignez un contrôle précis de la microstructure
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion



















