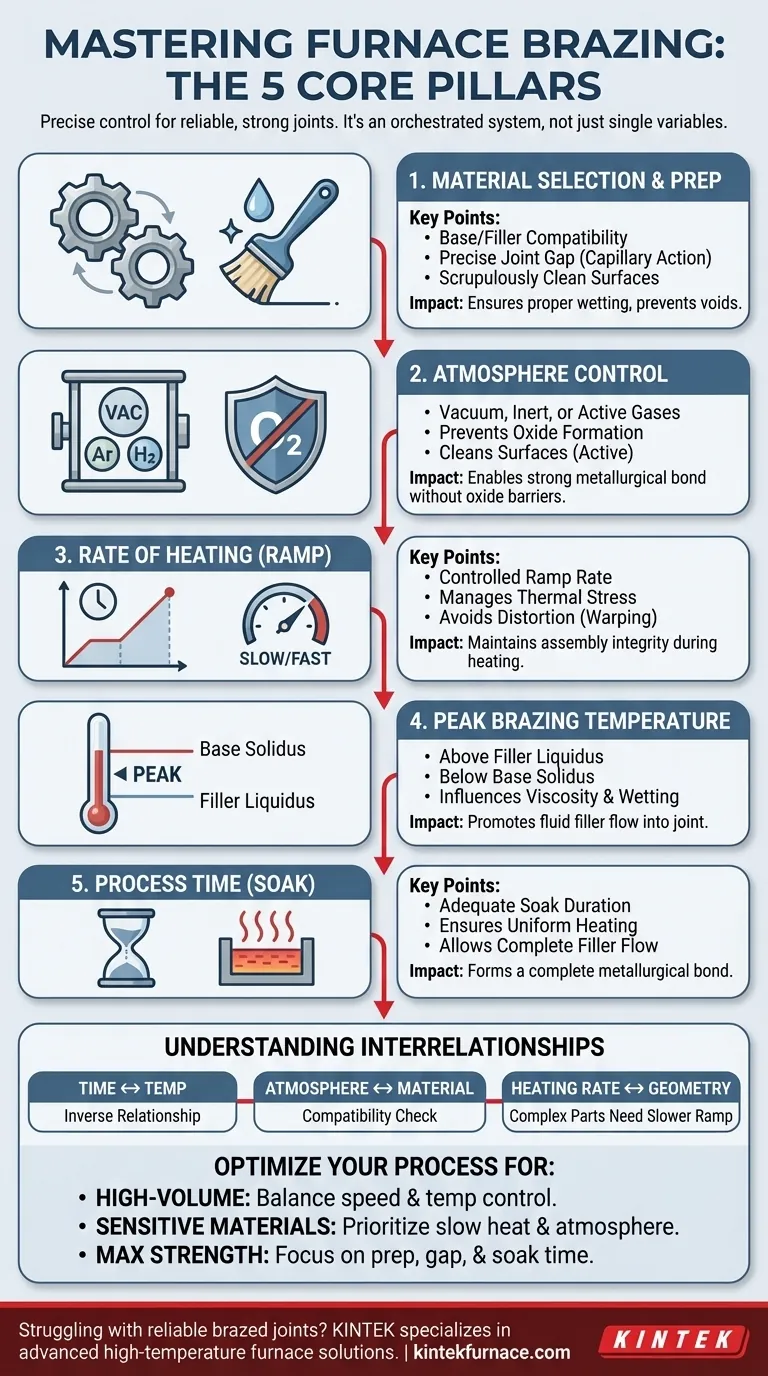
Pour assurer un joint de brasage au four fiable, vous devez contrôler précisément cinq facteurs interdépendants : les matériaux sélectionnés, l'atmosphère du four, le taux de chauffage, la température de brasage maximale et le temps total du processus. Le succès dépend de la manière dont ces variables interagissent pour créer un environnement propre où le métal d'apport peut s'écouler correctement et former une liaison métallurgique solide.
Obtenir un brasage parfait ne consiste pas à optimiser une seule variable isolée. Il s'agit d'orchestrer l'ensemble du système — les matériaux, l'atmosphère et le profil thermique — pour qu'il fonctionne en harmonie.

Les cinq piliers du brasage au four
Un processus de brasage fiable repose sur la gestion minutieuse de cinq éléments fondamentaux. Chacun joue un rôle distinct et critique dans la qualité finale du joint.
Sélection et préparation des matériaux
Le processus commence bien avant que les pièces n'entrent dans le four. Les métaux de base et le métal d'apport de brasage doivent être compatibles.
Une conception de joint appropriée est tout aussi cruciale. L'espace entre les pièces doit être conçu précisément pour permettre au métal d'apport d'être aspiré par capillarité mais pas trop grand pour qu'il ne parvienne pas à se remplir complètement.
Enfin, toutes les pièces doivent être scrupuleusement propres. Les contaminants comme les huiles, la graisse ou les oxydes lourds empêcheront le métal d'apport de mouiller les surfaces du métal de base, ce qui entraînera des vides et un joint défaillant.
Contrôle de l'atmosphère
L'atmosphère du four est l'un des contrôles de processus les plus critiques. Son rôle principal est de prévenir la formation d'oxydes sur les métaux de base et d'apport au fur et à mesure qu'ils chauffent.
Différentes atmosphères sont utilisées pour différents matériaux. Un vide est excellent pour les métaux réactifs comme le titane. Les atmosphères inertes (comme l'argon) sont protectrices, tandis que les atmosphères actives (comme les mélanges d'hydrogène) peuvent réduire chimiquement les oxydes de surface, nettoyant efficacement les pièces pendant le cycle.
Sans un contrôle approprié de l'atmosphère, les oxydes agiront comme une barrière, empêchant le métal d'apport de s'écouler et de se lier au matériau de base.
Taux de chauffage
La vitesse à laquelle l'assemblage est chauffé, appelée vitesse de montée en température, doit être contrôlée pour gérer les contraintes thermiques.
Un chauffage trop rapide peut entraîner un chauffage beaucoup plus rapide des sections minces que des sections épaisses, ce qui provoque une déformation thermique ou le gauchissement de l'assemblage.
Inversement, une vitesse de montée en température trop lente peut être inefficace et entraîner des changements métallurgiques indésirables dans les matériaux de base avant même que la température de brasage ne soit atteinte.
Température de brasage maximale
La température maximale est la température spécifique à laquelle l'assemblage est maintenu pour effectuer le brasage. Cette température doit être suffisamment élevée pour faire fondre complètement le métal d'apport (au-dessus de sa température de liquidus) mais rester en toute sécurité en dessous du point de fusion des métaux de base (leur température de solidus).
La température influence directement la viscosité du métal d'apport et sa capacité à mouiller les matériaux de base. Une température maximale correctement sélectionnée garantit que l'apport s'écoule fluidement dans le joint par capillarité.
Durée du processus
La durée du processus, ou temps de maintien, fait référence à la durée pendant laquelle l'assemblage est maintenu à la température de brasage maximale.
Ce temps doit être suffisamment long pour que l'ensemble de l'assemblage, y compris les sections les plus épaisses, atteigne une température uniforme. Il permet également un temps suffisant pour que le métal d'apport s'écoule complètement dans le joint et forme une liaison métallurgique appropriée.
Comprendre les interrelations
Les cinq piliers du brasage n'existent pas dans le vide ; ils sont profondément interconnectés. Changer une variable force des ajustements dans les autres.
La relation temps-température
Le temps et la température ont une relation inverse. Une température maximale légèrement plus élevée pourrait permettre une durée de processus plus courte car le métal d'apport sera plus fluide. Cependant, cela augmente le risque de déformation ou de dommage aux matériaux de base sensibles à la chaleur.
Compatibilité atmosphère et matériaux
Le choix de l'atmosphère est dicté par les matériaux à assembler. Le brasage des aciers inoxydables, par exemple, nécessite souvent une atmosphère d'hydrogène sec pour réduire les oxydes de chrome tenaces qui se forment. L'utilisation d'une atmosphère inappropriée pour votre matériau garantira un joint défaillant.
Taux de chauffage et géométrie de la pièce
Les assemblages complexes avec des épaisseurs variables exigent un taux de chauffage plus lent et plus délibéré. Cela garantit que l'ensemble de la pièce atteint la température maximale uniformément, évitant les problèmes de contrainte thermique et garantissant que le métal d'apport s'écoule dans les zones qui pourraient autrement accuser un retard de température.
Optimisation de votre processus de brasage
Vos paramètres de processus idéaux dépendent entièrement de votre objectif spécifique. Utilisez ces principes pour guider vos décisions.
- Si votre objectif principal est la production à grand volume : équilibrez une vitesse de chauffage plus rapide et un temps de processus plus court avec un contrôle précis de la température pour garantir la qualité sans sacrifier le débit.
- Si votre objectif principal est l'assemblage de matériaux dissemblables ou sensibles : privilégiez des vitesses de chauffage plus lentes et un contrôle méticuleux de l'atmosphère pour gérer les contraintes thermiques et prévenir les réactions indésirables.
- Si votre objectif principal est une résistance et une intégrité maximales du joint : concentrez-vous sur une préparation impeccable des matériaux, un contrôle précis de l'espace du joint et la vérification d'un écoulement complet du métal d'apport grâce à un temps suffisant à température.
Maîtriser l'interaction de ces variables fondamentales est la clé pour transformer le brasage au four d'un art en une science fiable et reproductible.
Tableau récapitulatif :
| Facteur | Points de contrôle clés | Impact sur la qualité du joint |
|---|---|---|
| Sélection des matériaux | Compatibilité métal de base/d'apport, jeu du joint, propreté | Assure un mouillage et une action capillaire appropriés, prévient les vides |
| Contrôle de l'atmosphère | Utilisation du vide, de gaz inertes ou actifs | Prévient la formation d'oxydes, permet des liaisons métallurgiques solides |
| Taux de chauffage | Rampe contrôlée pour gérer le stress thermique | Réduit la distorsion et le gauchissement des assemblages |
| Température maximale | Au-dessus du liquidus de l'apport, en dessous du solidus de la base | Favorise un écoulement fluide de l'apport et un remplissage complet du joint |
| Durée du processus | Maintien adéquat pour un chauffage et un collage uniformes | Permet un écoulement complet du métal d'apport et la formation de la liaison |
Vous avez du mal à obtenir des joints brasés fiables dans votre laboratoire ? KINTEK est spécialisé dans les solutions de fours à haute température avancées adaptées au brasage de précision. Grâce à notre R&D exceptionnelle et à notre fabrication interne, nous proposons des produits tels que des fours à moufle, tubulaires, rotatifs, à vide et à atmosphère, ainsi que des systèmes CVD/PECVD. Nos capacités de personnalisation poussées garantissent que votre four répond à vos besoins expérimentaux uniques, améliorant la qualité des joints et l'efficacité du processus. Contactez-nous dès aujourd'hui pour discuter de la manière dont nos solutions peuvent optimiser votre processus de brasage et offrir des résultats supérieurs !
Guide Visuel
Produits associés
- Four de frittage et de brasage pour traitement thermique sous vide
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
- Four de presse sous vide pour le frittage de céramique de porcelaine et de zircone dentaire
- Four de frittage de porcelaine dentaire sous vide pour laboratoires dentaires
Les gens demandent aussi
- Quels sont les avantages techniques de l'utilisation d'une feuille de Ti-35Ni-25Nb ? Une ténacité élevée et une stabilité de la phase bêta.
- Quelles sont les étapes d'un traitement typique de brasage sous vide ? Maîtrisez le processus pour des joints solides et propres
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion
- Quels sont les avantages d'utiliser un four de traitement thermique sous vide ? Atteignez une qualité et un contrôle des matériaux supérieurs
- Comment le traitement thermique sous vide affecte-t-il la structure des grains des alliages métalliques ? Atteignez un contrôle précis de la microstructure



















