
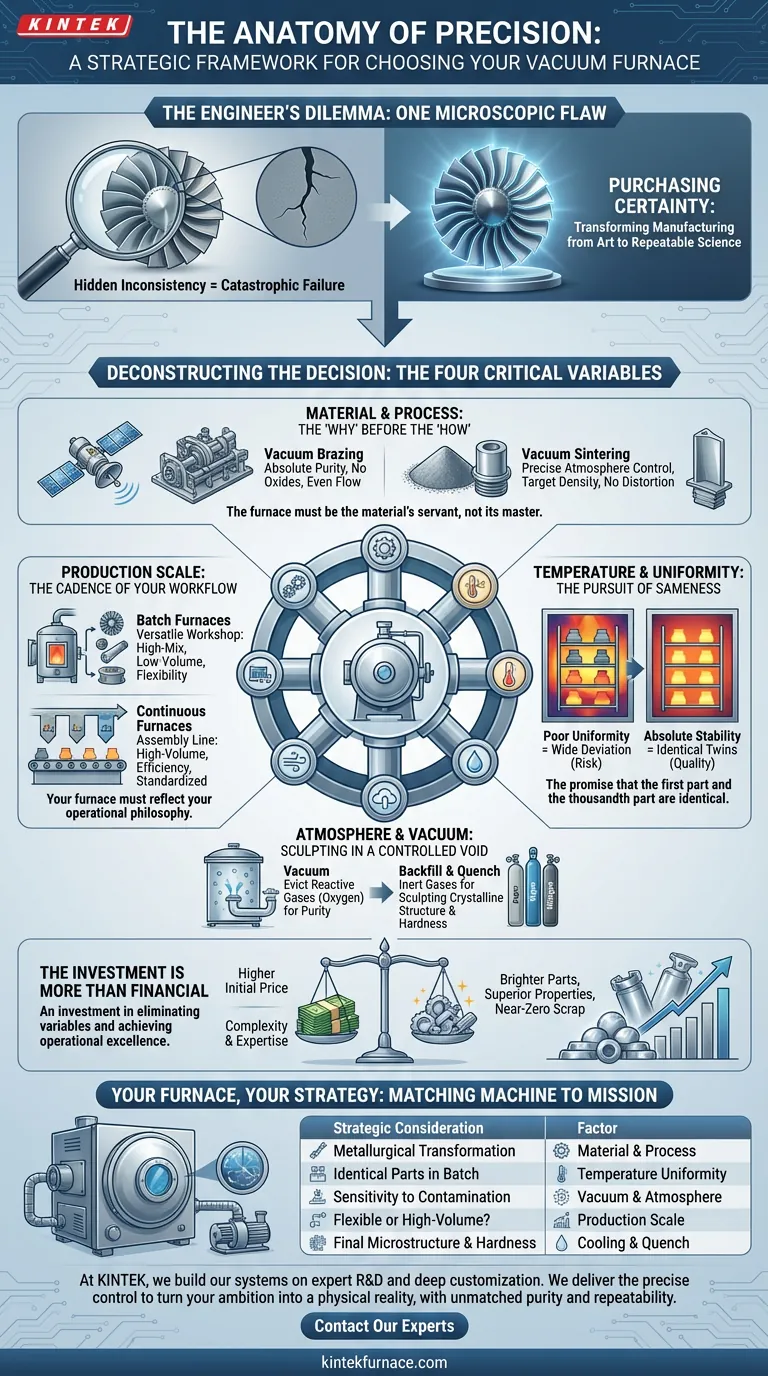
Le dilemme de l'ingénieur : un défaut microscopique
Un ingénieur aérospatial inspecte une aube de turbine. À l'œil nu, elle est parfaite. Mais il sait qu'une seule incohérence microscopique — un point fragile, une structure de grain inappropriée — née d'un cycle de traitement thermique imparfait, pourrait entraîner une défaillance catastrophique à des kilomètres au-dessus de la terre.
Ce n'est pas seulement un problème d'ingénierie ; c'est une crise de contrôle.
Choisir un four à vide, ce n'est pas acheter un équipement. C'est acheter la certitude. C'est une décision qui oblige à un examen approfondi de vos matériaux, de vos processus et de vos objectifs ultimes. Le mauvais choix introduit le hasard et le risque ; le bon transforme la fabrication d'un art en une science reproductible.
Déconstruire la décision : les quatre variables critiques
Le processus de sélection est souvent présenté comme une liste de contrôle technique. En réalité, c'est un système de dépendances interconnectées. Se concentrer sur la température tout en ignorant l'atmosphère, c'est comme accorder un instrument dans un ouragan. Chaque facteur est un pilier soutenant la qualité finale de votre produit.
H3 : Matériau et processus : le « pourquoi » avant le « comment »
Avant de demander ce qu'un four peut faire, vous devez définir précisément ce que vous devez accomplir. L'alliage que vous utilisez et le processus que vous effectuez — qu'il s'agisse de trempe, de recuit, de frittage ou de brasage — dictent toutes les exigences ultérieures.
- Brasage sous vide : L'assemblage de composants complexes pour un satellite exige une pureté absolue. Le vide poussé n'est pas une caractéristique ; c'est une nécessité pour empêcher les oxydes de compromettre l'intégrité de la jonction. Une uniformité exceptionnelle de la température garantit que l'alliage de brasage s'écoule uniformément dans chaque crevasse.
- Frittage sous vide : La création d'une pièce dense à partir de poudre métallique est un défi différent. L'accent est mis sur le contrôle précis de l'atmosphère pendant le chauffage et le refroidissement pour atteindre la densité et la résistance mécanique cibles sans déformation.
Les besoins du matériau sont non négociables. Le four doit être son serviteur, pas son maître.
H3 : Température et uniformité : la quête de la similitude
Atteindre une température cible est simple. La maintenir avec une stabilité et une uniformité absolues dans chaque centimètre cube de la zone chaude est le véritable défi.
Une mauvaise uniformité est la source cachée de la qualité incohérente. Cela signifie que les pièces sur le bord du rack reçoivent un traitement différent de celles du centre, ce qui entraîne un lot de produits avec un large écart statistique dans leurs propriétés. Pour les implants médicaux ou les composants automobiles critiques, cet écart est inacceptable.
L'uniformité est la promesse que la première pièce et la millième pièce sont des jumelles identiques.
H3 : Atmosphère et vide : sculpter dans un vide contrôlé
Nous appelons cela un « vide », mais ce n'est pas vraiment vide. C'est l'environnement le plus contrôlé imaginable. Le but principal du vide est d'expulser violemment les gaz réactifs — en particulier l'oxygène — qui sont l'ennemi de la pureté métallurgique.
Le niveau de vide requis dépend de la sensibilité du matériau. Le titane, par exemple, est notoirement réactif et nécessite un vide poussé pour éviter la contamination.
Mais le processus ne s'arrête pas là. Les fours modernes permettent le re-remplissage avec des gaz inertes comme l'argon ou l'azote. Ce n'est pas seulement pour le refroidissement ; c'est un outil de sculpture. La trempe sous pression de gaz est la façon dont nous bloquons une structure cristalline spécifique, définissant la dureté et la résistance finales du métal.
H3 : Échelle de production : la cadence de votre flux de travail
Votre volume de production révèle votre philosophie opérationnelle, et votre four doit la refléter.
- Fours discontinus : Ce sont les ateliers polyvalents du monde du traitement thermique. Ils sont parfaits pour la production à forte diversité et faible volume, la R&D et les ateliers où la flexibilité est primordiale. Chaque cycle est un projet discret.
- Fours continus : Ce sont les chaînes de montage. Les pièces circulent à travers des zones de chauffage et de refroidissement optimisées dans un flux ininterrompu. Ils offrent un débit et une efficacité inégalés pour les produits standardisés à haut volume, mais sacrifient la flexibilité de leurs homologues discontinus.
L'investissement est plus que financier
Un four à vide représente un investissement en capital important, mais le véritable coût réside dans la mauvaise compréhension de son rôle en tant que système complexe.
Le prix d'achat initial plus élevé est un investissement pour éliminer les variables. Il vous permet d'obtenir des pièces plus brillantes qui n'ont pas besoin de post-traitement, des propriétés mécaniques supérieures qui commandent une valeur plus élevée, et des taux de rebut qui approchent zéro.
La complexité du système — les pompes, les commandes et les circuits de refroidissement — est le prix de cette précision. Cela exige des opérateurs qualifiés et une culture de maintenance diligente. C'est un engagement envers un plus haut niveau d'excellence opérationnelle. C'est pourquoi le bon choix ne concerne pas seulement la machine, mais l'expertise qui la sous-tend. Un partenaire qui comprend la nuance de la personnalisation devient un atout stratégique.
Votre four, votre stratégie : faire correspondre la machine à la mission
En fin de compte, sélectionner un four à vide est un acte d'alignement stratégique. Vous faites correspondre une technologie puissante à une ambition commerciale ou scientifique spécifique. Le meilleur four est celui qui exécute parfaitement votre mission.
| Facteur | Considération stratégique |
|---|---|
| Matériau et processus | Quelle transformation métallurgique essayez-vous d'accomplir ? |
| Uniformité de la température | Dans quelle mesure chaque pièce d'un lot doit-elle être identique ? |
| Vide et atmosphère | Quelle est la sensibilité de votre matériau à la contamination et à l'oxydation ? |
| Échelle de production | Êtes-vous un atelier flexible ou une usine à haut volume ? |
| Refroidissement et trempe | Quelle microstructure et quelle dureté finales devez-vous concevoir ? |
Chez KINTEK, nous construisons nos systèmes sur une base de R&D experte et de fabrication dédiée. Nous reconnaissons qu'aucun défi n'est identique. Notre portefeuille, comprenant les fours Muffle, Tube, Vacuum et CVD, sert de boîte à outils. Mais notre véritable force réside dans notre capacité à personnaliser profondément ces systèmes pour répondre à vos exigences uniques. Nous fournissons le contrôle précis dont vous avez besoin pour transformer votre ambition en réalité physique, avec une pureté et une répétabilité inégalées.
Pour trouver le système qui correspond à votre stratégie, Contactez nos experts
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- La physique de la perfection : comment les fours sous vide éliminent l'incertitude métallurgique
- Comment les fours à pressage à chaud sous vide transforment l'ingénierie des matériaux avancés
- Au-delà de la liste de pièces : la vraie raison de l'échec de votre presse à chaud sous vide (et comment y remédier)
- Le spectre de pression : pourquoi la capacité d'un four sous vide n'est pas un chiffre unique
- Au-delà de la chaleur : l'art de la pureté des matériaux dans les fours sous vide



















