
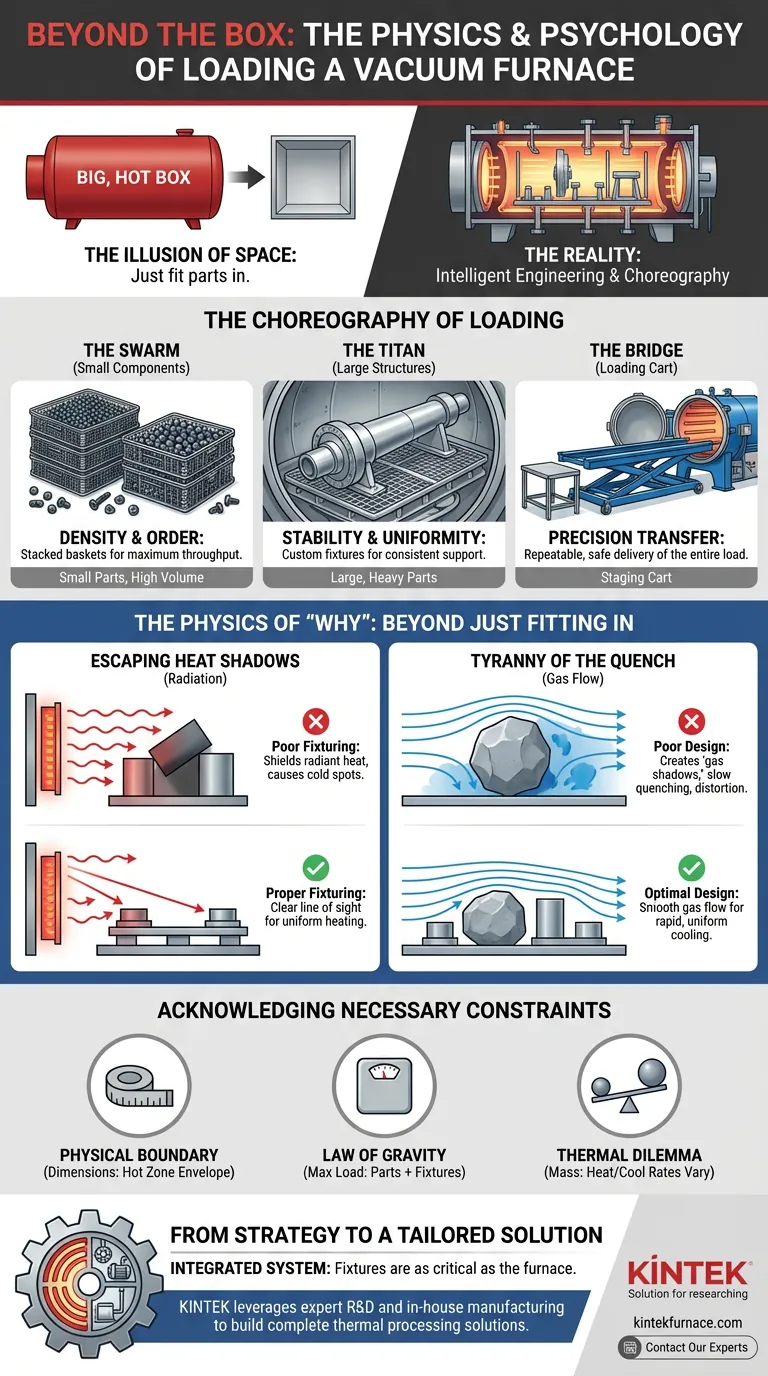
L'illusion de l'espace
Lorsque vous regardez un four à vide horizontal, la première chose que vous remarquez est la chambre — un vaste espace vide. Il est facile de tomber dans le piège psychologique de le considérer comme une simple grosse boîte chaude. Le défi principal semble être simplement de faire entrer vos pièces à l'intérieur.
C'est une incompréhension fondamentale.
La véritable flexibilité et précision du four ne proviennent pas de son volume interne. Elles naissent de l'ingénierie intelligente de ce qui entre à l'intérieur de ce volume. Le vrai travail — l'art et la science qui dictent la qualité finale de la pièce — se déroule bien avant que la porte ne soit scellée. Il réside dans la chorégraphie du chargement.
La chorégraphie du chargement : le conte de deux pièces
La capacité de traiter une large gamme de composants dépend entièrement des systèmes conçus pour les maintenir et les positionner dans la zone chaude. C'est un processus méthodique, adapté à la géométrie et à la quantité des pièces.
L'essaim : manipulation de petits composants
Considérez le défi du traitement thermique de milliers de petites pièces critiques à la fois — roulements à billes, vis médicales ou fixations de pales de turbine. L'objectif n'est pas seulement le traitement ; c'est le débit.
Ici, la solution est la densité et l'ordre. Ces pièces sont chargées dans des paniers empilables, généralement fabriqués en graphite ou en alliages de molybdène. En empilant ces paniers sur une seule base, les opérateurs créent une charge dense et multicouche qui maximise le nombre de pièces par cycle, transformant un cauchemar logistique potentiel en un modèle d'efficacité.
Le Titan : accommodation de grandes structures
Maintenant, imaginez le contraire : un seul et énorme moule de fonderie sous pression ou un long et fin arbre aérospatial. Ici, le défi est la stabilité et l'uniformité absolue sur une grande surface.
Ces titans sont placés sur des grilles, des plateaux ou des fixations spécialisées conçus sur mesure. L'orientation horizontale du four est un avantage distinct, permettant de poser des pièces longues à plat. Cela offre un support constant, empêchant le fléchissement ou la déformation qui pourrait survenir pendant le cycle thermique intense.
Le Pont : le héros méconnu du chargement
Le chariot de chargement relie la zone de préparation à la chambre du four. C'est bien plus qu'un simple chariot ; c'est une pièce robuste de machinerie de précision, conçue pour supporter l'énorme poids d'une charge complète et s'aligner parfaitement avec l'ouverture du four.
Ce chariot permet à un opérateur de transférer en douceur et en toute sécurité l'ensemble de l'arrangement dans la zone chaude. Il garantit que cette chorégraphie soigneusement planifiée est parfaitement répétable, cycle après cycle. C'est le pont fiable entre le monde humain et l'environnement extrême à l'intérieur.
La physique du « pourquoi » : au-delà du simple ajustement
Faire entrer simplement les pièces dans le four est la première étape. Les disposer correctement — l'art de la fixation — est ce qui sépare le succès d'un lot de ferraille coûteuse.
Échapper aux ombres de la chaleur
Dans le vide, la chaleur se propage principalement par rayonnement. Une fixation appropriée assure une ligne de visée claire entre les éléments chauffants et chaque surface critique. Elle empêche également les pièces de se toucher, ce qui créerait des puits thermiques, ou des « points froids ».
Le biais cognitif courant est de privilégier la densité d'emballage avant tout. Mais si les pièces se protègent mutuellement de la chaleur radiante, vous obtenez de la densité au prix de l'uniformité, compromettant les propriétés métallurgiques que vous aviez l'intention de créer.
La tyrannie de la trempe
Pendant la phase de refroidissement rapide, le flux de gaz à haute pression est primordial. Une conception de fixation médiocre ou un emballage trop dense crée des « ombres de gaz » — des zones où le gaz de trempe est bloqué ou dévié.
Comme un rocher dans un courant, une pièce mal placée crée des turbulences, privant les surfaces en aval du refroidissement dont elles ont besoin. Cela entraîne une trempe lente ou non uniforme, résultant en des points mous, une dureté incohérente et une déformation. C'est un échec catastrophique qui rend la pièce inutile.
Reconnaître les contraintes nécessaires
Un four à vide est un outil très polyvalent, mais il fonctionne selon un ensemble de règles strictes. Maîtriser l'outil signifie maîtriser ses limites.
- La limite physique : Les dimensions utilisables de la zone chaude (longueur, largeur, hauteur) sont absolues. Chaque pièce et sa fixation doivent s'adapter à cet enveloppement avec un dégagement adéquat par rapport aux éléments chauffants.
- La loi de la gravité : Chaque four a une capacité de poids de charge maximale. Il ne s'agit pas seulement du poids de vos pièces ; c'est la masse combinée des pièces et des lourdes fixations en graphite ou en alliage qui les maintiennent. La surcharge est un moyen rapide d'endommager le foyer et le mécanisme de chargement.
- Le dilemme thermique : Le traitement de pièces massives aux côtés de composants petits et légers dans le même cycle est exceptionnellement difficile. Leurs masses thermiques très différentes font qu'elles chauffent et refroidissent à des vitesses différentes, rendant presque impossible d'obtenir simultanément des propriétés optimales pour les deux.
De la stratégie à une solution sur mesure
Comprendre ces principes transforme un four d'un simple appareil en un instrument de précision. La clé est d'aligner votre stratégie de chargement avec votre réalité de production. Un fabricant de pièces à haut volume a besoin d'un système de fixation différent de celui d'un atelier aérospatial spécialisé.
C'est là que l'expertise en conception et en fabrication devient essentielle. Un four est plus qu'une simple chambre qui chauffe ; c'est un système intégré où les fixations internes sont aussi importantes que les éléments chauffants et les pompes à vide.
Chez KINTEK, nous mettons à profit notre R&D experte et notre fabrication interne pour construire des solutions complètes de traitement thermique. Que vous ayez besoin d'un four Muffle, Tube, sous Vide ou CVD, nous comprenons que les performances réelles proviennent de l'adaptation de l'ensemble du système — y compris la stratégie de chargement souvent négligée — à vos composants et objectifs uniques. Notre capacité de personnalisation approfondie garantit que votre équipement est parfaitement adapté à votre application.
Si vous êtes prêt à dépasser la « boîte » et à obtenir un véritable contrôle de processus, Contactez nos experts
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- Patience vs. Puissance : Choisir entre fours à vide à paroi chaude et à paroi froide
- Au-delà de la chaleur : l'art de la pureté des matériaux dans les fours sous vide
- La physique de la perfection : comment les fours sous vide éliminent l'incertitude métallurgique
- Pourquoi vos matériaux à haute température échouent : La guerre cachée à l'intérieur de votre four
- La logique en cascade de la sécurité : repenser le four à vide moderne



















