Le silence d'un lot mis au rebut
Imaginez la scène : un lot de composants aérospatiaux de précision, après des heures de cycle de traitement thermique complexe, sort du four sous vide. Sur le papier, tout était parfait. Le four était conçu pour une température très élevée et sa pompe à vide était un monstre de puissance.
Pourtant, l'inspection post-traitement raconte une autre histoire. Certaines pièces respectent les spécifications de dureté ; d'autres non. Des micro-distorsions sont découvertes sur quelques-unes. Le lot est incohérent. Le résultat est un échec silencieux et coûteux : un tas de matériaux mis au rebut et un calendrier compromis.
Ce scénario n'est pas un échec de puissance. C'est un échec de confiance dans le processus. Il révèle une vérité fondamentale que nous négligeons souvent dans notre quête de l'équipement "idéal" : nous sommes psychologiquement programmés pour rechercher des chiffres importants et simples, mais les métriques qui comptent vraiment sont beaucoup plus nuancées.
La séduction des métriques simples
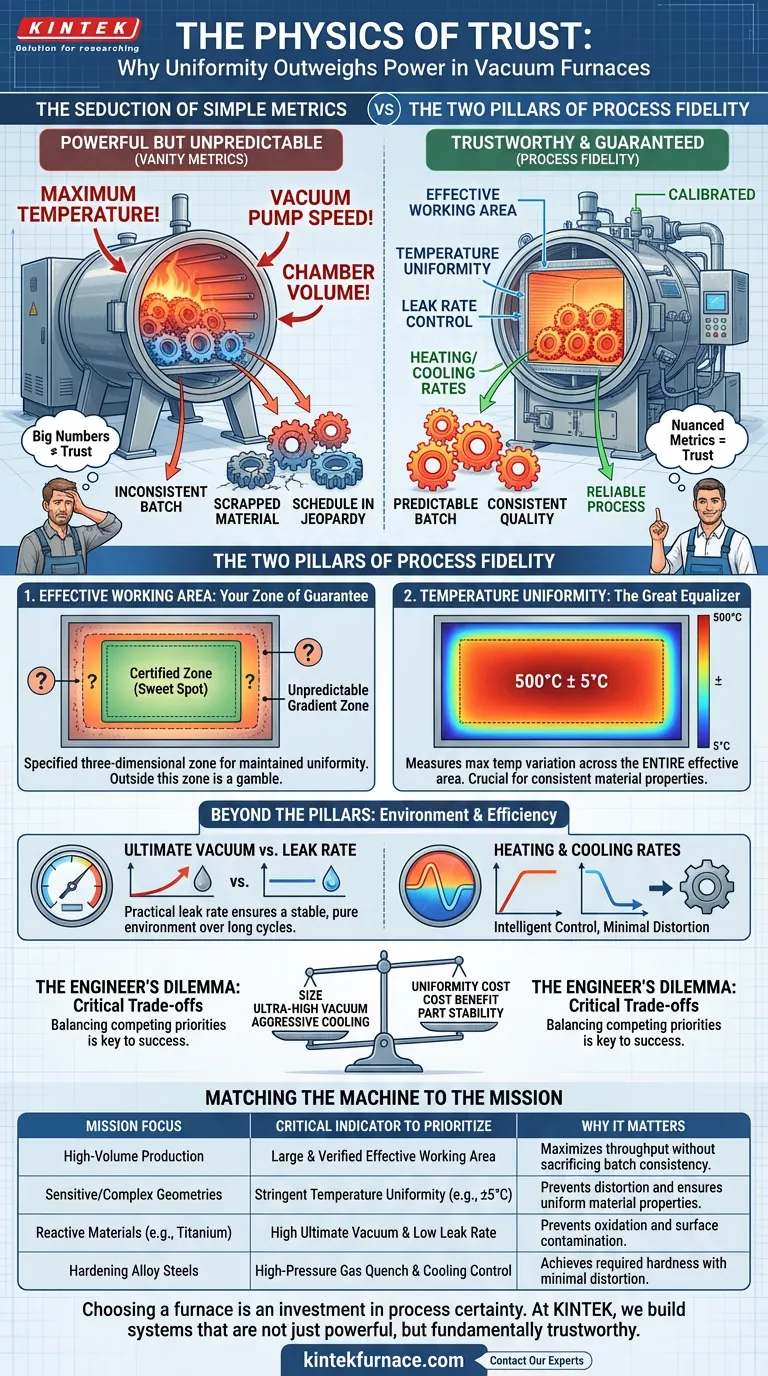
Lors de l'évaluation de systèmes complexes, notre cerveau recherche des raccourcis. Température maximale, vitesse de mise sous vide, volume de la chambre : ces éléments sont faciles à trouver sur une fiche technique et simples à comparer. Ils semblent définitifs.
Mais ce sont souvent des métriques de vanité. Elles décrivent le potentiel théorique du four, pas ses performances pratiques et répétables. La véritable mesure d'un four sous vide est sa capacité à créer un environnement thermique prévisible et parfaitement uniforme. Son rôle n'est pas d'être puissant ; son rôle est d'être digne de confiance.
Cette confiance repose sur deux piliers fondamentaux.
Les deux piliers de la fidélité du processus
La qualité de tout traitement thermique sous vide, de la recuisson au refroidissement gazeux, est déterminée presque entièrement par la maîtrise du four sur son espace interne et sa température.
1. La zone de travail utile : votre zone de garantie
La zone de travail utile n'est pas tout le volume interne du four. C'est la zone tridimensionnelle spécifique et garantie où l'équipement peut maintenir l'uniformité de température spécifiée.
Considérez-la comme le "point idéal". C'est la limite physique de la fiabilité de votre processus. Toute pièce placée en dehors de cette zone certifiée est soumise à des gradients thermiques et à des résultats imprévisibles. Une zone de travail utile plus grande permet un débit plus élevé, mais seulement si tout cet espace est régi par les mêmes règles thermiques strictes.
2. L'uniformité de température : le grand égalisateur
C'est sans doute l'indicateur de performance le plus critique. Il mesure la variation maximale de température (par exemple, ±5°C) sur l'ensemble de la zone de travail utile une fois le four stabilisé.
Une mauvaise uniformité, c'est comme essayer de cuire un gâteau dans un four qui est 50 degrés plus chaud d'un côté. Quelle que soit la précision de votre recette, le résultat sera forcément incohérent. Pour les matériaux, cela se traduit directement par des variations de dureté, de structure cristalline et de contraintes internes, sapant complètement le but du traitement.
Au-delà des piliers : environnement et efficacité
Alors que la zone de travail et l'uniformité définissent la qualité du processus thermique, d'autres indicateurs définissent la qualité de l'environnement et l'efficacité de l'opération.
-
Vide ultime vs. Taux de fuite : Le vide ultime est le meilleur théorique du système. Le taux de fuite — l'augmentation lente de la pression au fil du temps — est la réalité pratique. Un faible taux de fuite est beaucoup plus important pour les opérations quotidiennes, car il garantit que l'environnement sous vide reste pur et stable tout au long d'un long cycle, empêchant la contamination.
-
Vitesse de chauffage et de refroidissement : Les performances des fours modernes résident également dans le contrôle. La capacité à augmenter la température et, de manière critique, à la refroidir à une vitesse précise et programmable est essentielle. Pour des processus tels que le refroidissement gazeux à haute pression, la capacité du système de refroidissement à extraire la chaleur rapidement et uniformément est ce qui permet le durcissement des alliages avancés sans la distorsion causée par le refroidissement liquide.
Le dilemme de l'ingénieur : naviguer entre les compromis critiques
La sélection d'un four implique un équilibre entre des priorités concurrentes. Comprendre ces compromis est essentiel.
-
Taille vs. Uniformité : Obtenir une uniformité de température serrée devient exponentiellement plus difficile et coûteux à mesure que la zone de travail utile augmente. Un four massif avec une mauvaise uniformité est un fardeau.
-
Vide vs. Coût : Viser un vide ultra-élevé dont vous n'avez pas besoin ajoute de la complexité et des coûts sans bénéfice tangible. L'objectif est d'adapter le niveau de vide à la sensibilité de vos matériaux.
-
Puissance de refroidissement vs. Stabilité des pièces : Un refroidissement agressif peut créer d'énormes contraintes thermiques, entraînant des distorsions ou des fissures. Un système supérieur n'est pas seulement une question de puissance de trempe brute, mais de l'intelligence de son système de contrôle pour la gérer.
Adapter la machine à la mission
En fin de compte, le bon four n'est pas celui qui affiche les chiffres les plus élevés, mais celui dont les caractéristiques de performance sont précisément alignées sur les exigences de votre application.
| Objectif de la mission | Indicateur critique à prioriser | Pourquoi c'est important |
|---|---|---|
| Production à haut volume | Zone de travail utile grande et vérifiée | Maximise le débit sans sacrifier la cohérence du lot. |
| Géométries sensibles/complexes | Uniformité de température stricte (par exemple, ±5°C) | Prévient les distorsions et garantit des propriétés matérielles uniformes. |
| Matériaux réactifs (par exemple, titane) | Vide ultime élevé et faible taux de fuite | Prévient l'oxydation et la contamination de surface. |
| Durcissement d'aciers alliés | Refroidissement gazeux à haute pression et contrôle du refroidissement | Atteint la dureté requise avec une distorsion minimale. |
Choisir un four est un investissement dans la certitude du processus. Cela nécessite de regarder au-delà des spécifications de la brochure pour comprendre la physique de l'uniformité et de la stabilité. C'est là que l'ingénierie devient un art : un partenariat entre l'objectif de l'utilisateur et les capacités profondément comprises de l'équipement. Chez KINTEK, notre philosophie est fondée sur ce partenariat, offrant des systèmes personnalisables de fours à moufle, à tube et sous vide avancés, conçus pour offrir une uniformité garantie dans une zone de travail précisément définie. Nous construisons des systèmes qui ne sont pas seulement puissants, mais fondamentalement dignes de confiance.
Pour garantir que votre équipement offre la fidélité du processus que vos matériaux méritent, Contactez nos experts.
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- L'anatomie de la précision : un cadre stratégique pour choisir votre four à vide
- La physique de la perfection : comment les fours sous vide éliminent l'incertitude métallurgique
- Pourquoi vos matériaux à haute température échouent : La guerre cachée à l'intérieur de votre four
- Le spectre de pression : pourquoi la capacité d'un four sous vide n'est pas un chiffre unique
- Vos données matérielles sont-elles réelles ? Pourquoi les gradients de température sabotent vos mesures de résistivité du Cu2Se



















