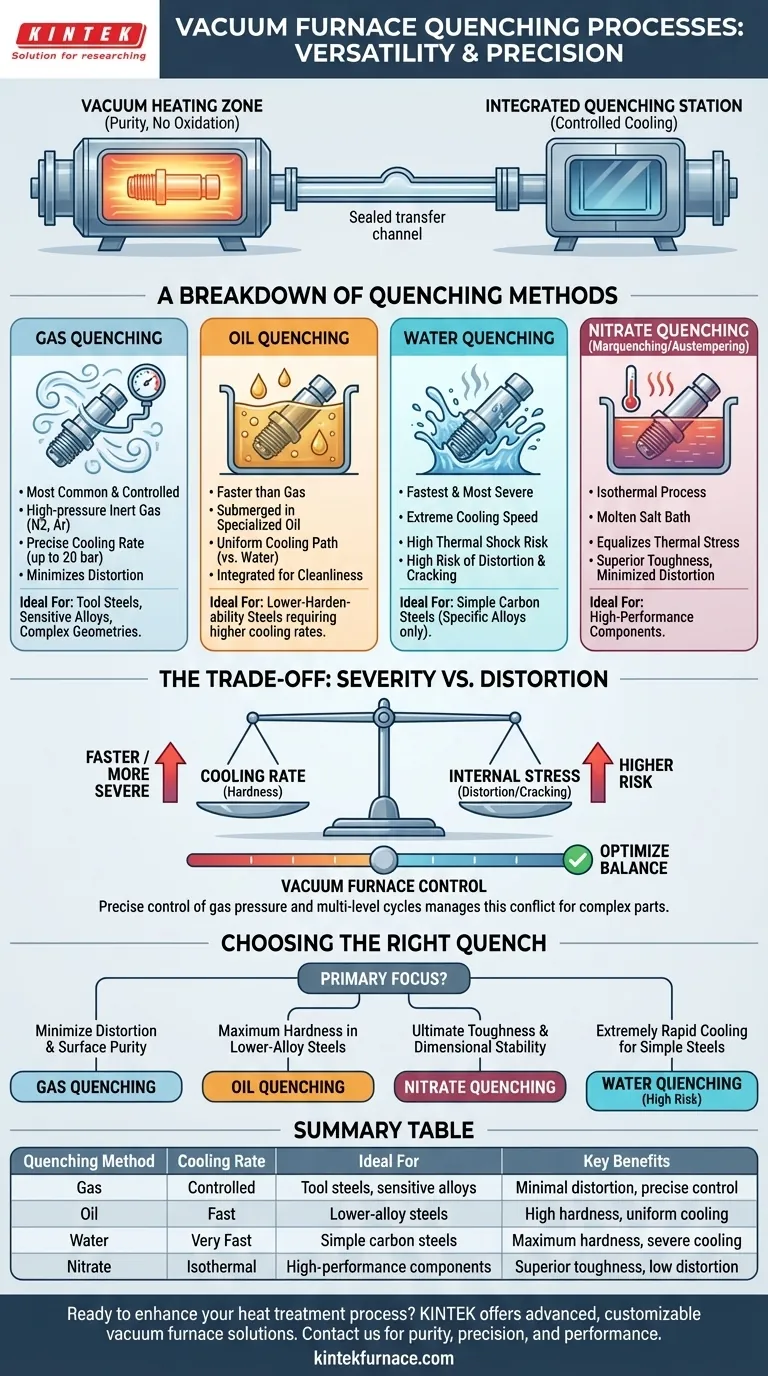
En bref, un four de traitement thermique sous vide moderne est très polyvalent, capable d'exécuter plusieurs procédés de trempe distincts pour obtenir des propriétés matérielles spécifiques. Ces systèmes intégrés peuvent effectuer la trempe au gaz, la trempe à l'huile, la trempe à l'eau et la trempe spécialisée au nitrate, le tout au sein d'un seul cycle de production contrôlé.
Le véritable avantage d'un four sous vide n'est pas seulement la variété des options de trempe qu'il offre, mais sa capacité à associer la pureté absolue du chauffage sous vide à une méthode de refroidissement précisément contrôlée. Cette intégration vous permet d'obtenir des résultats métallurgiques ciblés sans l'oxydation de surface, la calamine ou la décarburation courantes dans les fours atmosphériques.

Le rôle de la trempe dans un environnement sous vide
La trempe est le processus de refroidissement rapide d'une pièce métallique à partir de sa température d'austénitisation. Ce refroidissement rapide « verrouille » une structure cristalline souhaitée, telle que la martensite, ce qui augmente considérablement la dureté et la résistance du matériau.
La pureté du procédé sous vide
Un four sous vide chauffe d'abord le matériau dans un environnement exempt d'oxygène et d'autres gaz réactifs. Cela empêche les réactions de surface, ce qui donne une pièce propre et brillante qui ne nécessite aucun nettoyage ultérieur.
Postes de refroidissement intégrés
Après le chauffage, la pièce est transférée de la chambre à vide à une station de trempe intégrée. Cette transition se fait dans le système scellé, garantissant que la pièce n'est jamais exposée à l'atmosphère lorsqu'elle est chaude, préservant ainsi les avantages de l'environnement sous vide.
Analyse des méthodes de trempe sous vide
Le choix de la méthode de trempe est déterminé par la trempabilité du matériau, la géométrie de la pièce et les propriétés mécaniques finales requises. Chaque méthode offre une vitesse de refroidissement et un niveau de sévérité différents.
Trempe au gaz
Il s'agit de la méthode de trempe la plus courante et la plus contrôlée dans les fours sous vide modernes. Un gaz inerte à haute pression, généralement de l'azote ou de l'argon, est rapidement mis en circulation dans la zone chaude pour refroidir les pièces.
La vitesse de refroidissement peut être contrôlée avec précision en ajustant la pression du gaz (jusqu'à 20 bars ou plus dans les systèmes avancés) et la vitesse de circulation. Cela le rend idéal pour les alliages très sensibles ou les géométries complexes où la minimisation de la distorsion est essentielle.
Trempe à l'huile
Pour les matériaux présentant une trempabilité plus faible qui nécessitent une vitesse de refroidissement plus rapide que celle que le gaz peut fournir, la trempe à l'huile est utilisée. La pièce chauffée est immergée dans un réservoir scellé d'huile de trempe spécialisée.
Bien que plus sévère que la trempe au gaz, l'huile offre une trajectoire de refroidissement plus uniforme que l'eau, réduisant le risque de fissuration. Le processus est intégré pour maintenir la propreté du système sous vide.
Trempe à l'eau
La trempe à l'eau fournit la vitesse de refroidissement la plus rapide et la plus sévère. Elle est réservée à certains alliages, généralement les aciers au carbone simples, qui nécessitent une vitesse de refroidissement extrême pour atteindre une dureté complète.
En raison du choc thermique élevé et du risque significatif de déformation et de fissuration, la trempe à l'eau est la méthode la moins courante utilisée dans le traitement thermique de précision sous vide.
Trempe au nitrate (Marquenching/Austempering)
Ce procédé spécialisé implique de tremper la pièce dans un bain de sel de nitrate fondu maintenu à une température spécifique. Il s'agit d'une forme de trempe isotherme.
En maintenant la pièce à une température juste au-dessus de celle où la martensite se forme, le stress thermique est égalisé dans toute la pièce avant le refroidissement final. Cette technique, connue sous le nom de marquenching ou austempering, est inégalée pour minimiser la distorsion et produire une ténacité supérieure dans les composants haute performance.
Comprendre les compromis : Sévérité contre distorsion
Le défi central dans la trempe est d'équilibrer le besoin d'un refroidissement rapide avec le risque d'introduire des contraintes internes, ce qui entraîne une distorsion ou une fissuration.
Le conflit fondamental : Vitesse de refroidissement contre contrainte interne
Une trempe plus rapide est plus efficace pour produire une structure martensitique dure. Cependant, elle crée également une plus grande différence de température entre la surface et le cœur de la pièce, générant des contraintes internes importantes.
Pourquoi les fours sous vide excellent dans la gestion de ce compromis
Le contrôle précis d'un système de four sous vide permet d'optimiser cet équilibre. La pression du gaz peut être augmentée ou diminuée, et des cycles de trempe à plusieurs niveaux peuvent être programmés pour refroidir rapidement une pièce à travers sa plage de transformation critique, puis plus lentement pour minimiser les contraintes.
Ce niveau de contrôle est fondamental pour le traitement de composants complexes et de grande valeur où la stabilité dimensionnelle est aussi importante que la dureté.
Choisir la bonne trempe pour votre application
Votre choix de procédé de trempe a un impact direct sur les propriétés finales, le coût et la fiabilité de votre composant.
- Si votre objectif principal est de minimiser la distorsion et de maintenir la pureté de surface : La trempe au gaz est le choix par défaut et le plus techniquement avancé pour les aciers à outils et les alliages sensibles.
- Si votre objectif principal est d'obtenir une dureté maximale dans les aciers à faible alliage : La trempe à l'huile fournit la vitesse de refroidissement nécessaire que la trempe au gaz ne peut égaler pour ces matériaux.
- Si votre objectif principal est une ténacité et une stabilité dimensionnelle ultimes pour les pièces complexes : La trempe au nitrate (marquenching) est la méthode supérieure pour contrôler les contraintes et obtenir des microstructures spécifiques.
- Si votre objectif principal est le traitement d'aciers au carbone simples qui nécessitent un refroidissement extrêmement rapide : La trempe à l'eau est l'option la plus sévère, mais elle doit être utilisée en ayant une pleine compréhension du risque élevé de distorsion.
En comprenant ces procédés distincts, vous pouvez spécifier précisément le traitement thermique requis pour obtenir les performances matérielles souhaitées.
Tableau récapitulatif :
| Méthode de trempe | Vitesse de refroidissement | Idéal pour | Avantages clés |
|---|---|---|---|
| Trempe au gaz | Contrôlée | Aciers à outils, alliages sensibles | Distorsion minimale, contrôle précis |
| Trempe à l'huile | Rapide | Aciers à faible alliage | Dureté élevée, refroidissement uniforme |
| Trempe à l'eau | Très rapide | Aciers au carbone simples | Dureté maximale, refroidissement sévère |
| Trempe au nitrate | Isotherme | Composants haute performance | Ténacité supérieure, faible distorsion |
Prêt à améliorer votre processus de traitement thermique avec des solutions de four sous vide sur mesure ? Chez KINTEK, nous tirons parti d'une R&D exceptionnelle et d'une fabrication en interne pour fournir des solutions de fours haute température avancées, y compris des fours à manchon, à tube, rotatifs, des fours sous vide et à atmosphère, ainsi que des systèmes CVD/PECVD. Notre solide capacité de personnalisation approfondie garantit que nous répondons précisément à vos exigences expérimentales uniques, offrant pureté, précision et performance pour des industries telles que l'aérospatiale, l'automobile et l'outillage. Contactez-nous dès aujourd'hui pour discuter de la manière dont notre expertise peut optimiser vos procédés de trempe et obtenir des propriétés matérielles supérieures !
Guide Visuel
Produits associés
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- 2200 ℃ Four de traitement thermique sous vide en graphite
- Four de traitement thermique sous vide du molybdène
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Les gens demandent aussi
- Comment fonctionne un four de traitement thermique sous vide ? Obtenez des résultats impeccables et haute performance
- Comment un four de traitement thermique sous vide améliore-t-il l'état des alliages métalliques ? Obtenez des performances métalliques supérieures
- Pourquoi les fours de traitement thermique sous vide sont-ils essentiels pour l'aérospatiale ? Assurer une intégrité matérielle supérieure pour les applications à enjeux élevés
- Quels sont les avantages de l'utilisation de fours de traitement thermique sous vide pour les alliages métalliques ? Obtenez des propriétés et des performances métalliques supérieures
- Quel est l'un des usages les plus importants des fours de traitement thermique sous vide dans l'aérospatiale ? Obtenir une résistance supérieure des alliages d'avion



















