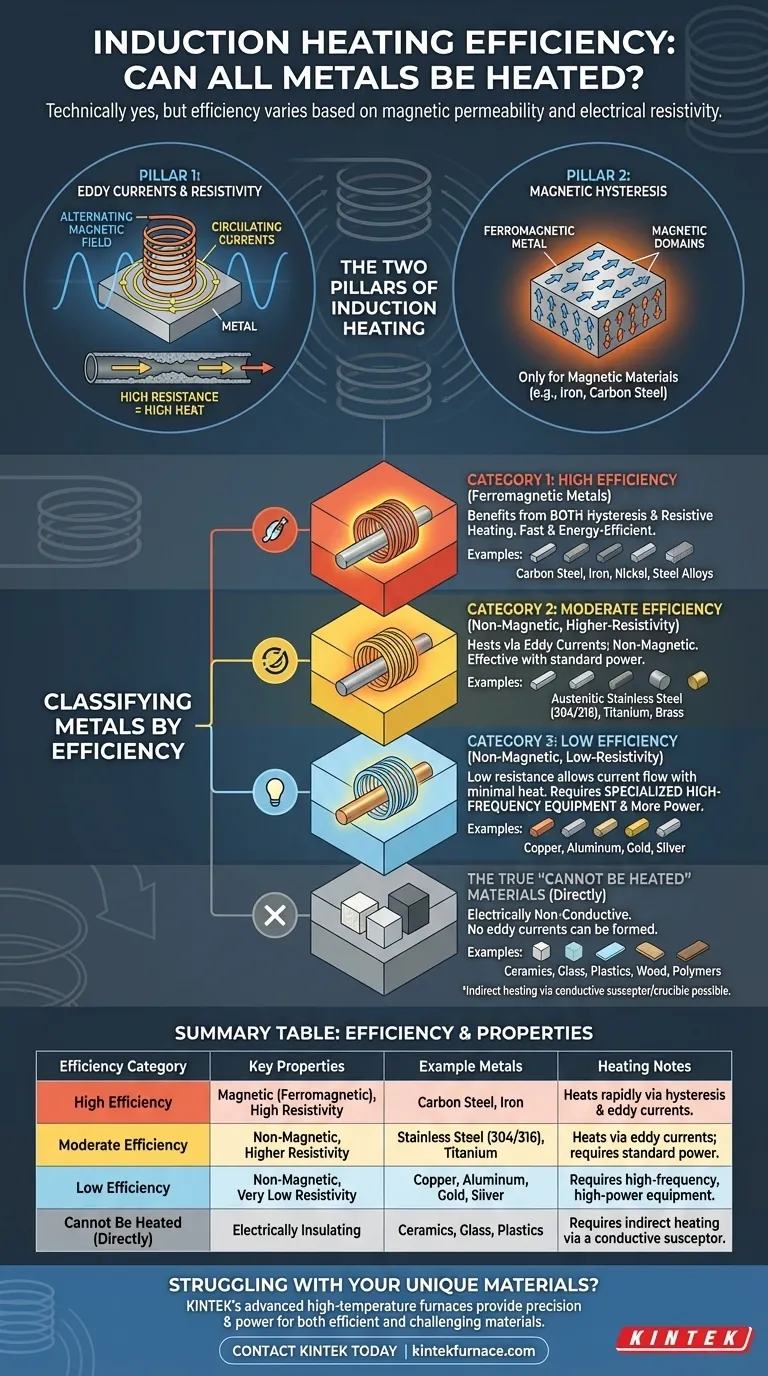
Techniquement parlant, presque tous les métaux peuvent être chauffés par induction, mais l'efficacité varie considérablement. La question n'est pas de savoir quels métaux ne peuvent pas être chauffés, mais plutôt lesquels sont difficiles et inefficaces à chauffer. Les principaux facteurs déterminant l'adéquation d'un métal au chauffage par induction sont sa perméabilité magnétique et sa résistivité électrique.
Le principe fondamental à comprendre est le suivant : le chauffage par induction repose sur deux phénomènes : l'hystérésis magnétique et la résistance électrique. Les métaux qui sont magnétiques et qui ont une résistivité électrique élevée (comme l'acier au carbone) chauffent exceptionnellement bien. Les métaux qui ne possèdent pas l'une ou l'autre de ces propriétés (comme l'aluminium ou le cuivre) peuvent toujours être chauffés, mais cela nécessite plus de puissance et un équipement spécialisé.

Les deux piliers du chauffage par induction
Pour comprendre pourquoi certains métaux sont plus difficiles à chauffer que d'autres, vous devez d'abord comprendre les deux principes physiques en jeu.
Pilier 1 : Courants de Foucault et Résistivité Électrique
Une bobine d'induction génère un champ magnétique puissant et rapidement alternatif. Lorsqu'un matériau conducteur comme un métal est placé dans ce champ, il induit des courants électriques à l'intérieur du métal. Ces courants en boucle sont appelés courants de Foucault.
Lorsque ces courants de Foucault tourbillonnent à travers le matériau, ils rencontrent une résistance électrique. Cette résistance convertit l'énergie électrique en chaleur, un phénomène connu sous le nom de chauffage par effet Joule.
Imaginez cela comme de l'eau s'écoulant dans des tuyaux. Un matériau à haute résistance est comme un tuyau étroit et rugueux qui crée beaucoup de friction (chaleur) pour l'eau (courant) qui le traverse. Un matériau à faible résistance est comme un tuyau large et lisse où l'eau s'écoule facilement avec très peu de friction.
Pilier 2 : Hystérésis Magnétique
Ce deuxième effet ne s'applique qu'aux matériaux magnétiques, tels que le fer et l'acier au carbone. Ces matériaux sont composés de minuscules régions magnétiques appelées domaines.
Lorsqu'ils sont exposés au champ magnétique alternatif de la bobine d'induction, ces domaines magnétiques basculent rapidement d'avant en arrière, essayant de s'aligner avec le champ. Cette friction interne rapide génère une quantité importante de chaleur.
Cette chaleur « bonus » provenant de l'hystérésis est ce qui rend les métaux ferromagnétiques si incroyablement faciles et efficaces à chauffer par induction. Cet effet cesse lorsque le métal est chauffé au-delà de sa température de Curie, moment auquel il perd ses propriétés magnétiques.
Classification des métaux selon l'efficacité de l'induction
Sur la base de ces deux principes, nous pouvons regrouper les métaux en trois catégories distinctes d'efficacité de chauffage.
Catégorie 1 : Haute Efficacité (Métaux Ferromagnétiques)
Ce sont les candidats idéaux pour le chauffage par induction. Ils bénéficient à la fois des pertes par hystérésis et du chauffage résistif, rendant le processus rapide et économe en énergie.
- Exemples : Acier au carbone, fer, nickel et de nombreux alliages d'acier.
Catégorie 2 : Efficacité Modérée (Métaux Non Magnétiques à Résistivité Plus Élevée)
Ces métaux ne sont pas magnétiques, ils ne bénéficient donc pas du chauffage par hystérésis. Cependant, ils ont une résistivité électrique relativement élevée, de sorte que les courants de Foucault générés en leur sein produisent toujours de la chaleur efficacement.
- Exemples : Aciers inoxydables austénitiques (tels que 304 et 316), titane et laiton.
Catégorie 3 : Faible Efficacité (Métaux Non Magnétiques à Très Faible Résistivité)
Ces métaux sont les plus difficiles. Ils ne sont pas magnétiques, et leur très faible résistivité électrique permet aux courants de Foucault de circuler avec peu d'opposition, générant un minimum de chaleur.
Le chauffage de ces matériaux est possible mais nécessite un équipement d'induction spécialisé qui utilise une fréquence plus élevée. Des fréquences plus élevées forcent les courants de Foucault dans une zone plus petite près de la surface (l'« effet de peau »), concentrant l'effet de chauffage. Ce processus nécessite beaucoup plus de puissance que le chauffage de l'acier.
- Exemples : Cuivre, aluminium, or, argent.
Les véritables matériaux « impossibles à chauffer »
Bien que presque tous les métaux puissent être chauffés avec l'équipement approprié, il existe une catégorie de matériaux qui ne peuvent pas être chauffés directement par induction.
Matériaux Électriquement Non Conducteurs
Le chauffage par induction repose fondamentalement sur l'induction d'un courant électrique dans le matériau cible. Si un matériau est un isolant électrique, aucun courant de Foucault ne peut être formé, et par conséquent, aucun chauffage ne se produira.
- Exemples : Céramiques, verre, plastiques, bois et polymères.
Ces matériaux peuvent cependant être chauffés indirectement en les plaçant dans un récipient conducteur (comme un creuset en graphite), puis en utilisant l'induction pour chauffer le récipient. Le récipient transfère ensuite la chaleur au matériau non conducteur par conduction et rayonnement.
Faire le bon choix pour votre application
Le choix de la bonne méthode de chauffage dépend entièrement de votre matériau et de votre objectif.
- Si votre objectif principal est de chauffer de l'acier au carbone ou du fer : L'induction est une méthode extrêmement efficace, rapide et précise.
- Si votre objectif principal est de chauffer de l'acier inoxydable non magnétique ou du titane : L'induction est une solution très efficace, bien qu'elle soit légèrement moins économe en énergie que pour l'acier au carbone.
- Si votre objectif principal est de chauffer du cuivre ou de l'aluminium : L'induction est possible mais nécessite un équipement haute fréquence spécialisé et consommera beaucoup plus d'énergie, augmentant les coûts d'exploitation.
- Si votre objectif principal est de chauffer des céramiques, du verre ou des polymères : Le chauffage par induction directe ne fonctionnera pas ; vous devez utiliser une méthode indirecte en chauffant un susceptor ou un creuset conducteur.
En fin de compte, le succès d'un matériau avec le chauffage par induction est déterminé par ses propriétés électriques et magnétiques fondamentales.
Tableau récapitulatif :
| Catégorie d'Efficacité | Propriétés Clés | Métaux Exemples | Notes sur le Chauffage |
|---|---|---|---|
| Haute Efficacité | Magnétique (Ferromagnétique), Haute Résistivité | Acier au Carbone, Fer | Chauffe rapidement par hystérésis et courants de Foucault. |
| Efficacité Modérée | Non Magnétique, Résistivité Plus Élevée | Acier Inoxydable (304/316), Titane | Chauffe par courants de Foucault ; nécessite une puissance standard. |
| Faible Efficacité | Non Magnétique, Très Faible Résistivité | Cuivre, Aluminium, Or, Argent | Nécessite un équipement haute fréquence et haute puissance. |
| Impossible à Chauffer (Directement) | Isolant Électrique | Céramiques, Verre, Plastiques | Nécessite un chauffage indirect via un susceptor ou un creuset conducteur. |
Vous avez du mal à trouver la bonne solution de chauffage pour vos matériaux uniques ?
Que vous travailliez avec de l'acier au carbone très efficace ou des matériaux difficiles comme le cuivre et l'aluminium, les fours à haute température avancés de KINTEK offrent la précision et la puissance dont vous avez besoin. Grâce à une R&D exceptionnelle et à une fabrication interne, nous proposons une gamme de produits diversifiée — y compris des fours à moufle, à tube, rotatifs, sous vide et sous atmosphère, ainsi que des systèmes CVD/PECVD — complétée par de solides capacités de personnalisation approfondie pour répondre précisément à vos exigences expérimentales uniques.
Laissez nos experts vous aider à optimiser votre traitement thermique. Contactez KINTEK dès aujourd'hui pour discuter de votre application et découvrir une solution sur mesure qui maximise l'efficacité et la performance.
Guide Visuel
Produits associés
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de fusion à induction sous vide et four de fusion à arc
- Four de traitement thermique sous vide avec revêtement en fibre céramique
- Four de frittage et de brasage pour traitement thermique sous vide
- 2200 ℃ Four de traitement thermique sous vide en graphite
Les gens demandent aussi
- Quels sont les différents types de méthodes de chauffage dans les fours de frittage par pressage à chaud sous vide ? Comparer la résistance et l'induction
- Comment l'environnement sous vide d'un four de frittage parPressage à chaud sous vide protège-t-il les céramiques contenant du chrome ? Découvrez-le.
- Quelle est la fonction principale d'un four de frittage par pressage à chaud sous vide dans la préparation d'alliages RuTi à haute densité ? Atteindre une densité et une pureté maximales
- Comment la méthode de refroidissement du four protège-t-elle les revêtements CoCrFeNi(Cu) après le frittage par pressage à chaud sous vide ? Prévenir la fissuration et l'oxydation pour des performances supérieures
- Quels sont les avantages de l'utilisation d'un four de frittage sous presse à chaud sous vide pour la préparation de composites à matrice de cuivre renforcés par des nanotubes de carbone à haute densité ? Atteindre une densité et une pureté maximales pour












