En bref, les fours à moufle sont presque toujours chargés manuellement, souvent à l'aide d'équipements de manutention courants. Cette approche simple implique que les opérateurs utilisent des outils tels que des chariots élévateurs pour placer de grandes pièces ou des soles à rouleaux pour insérer des plateaux de petits composants.
La caractéristique principale d'un four à moufle est son adéquation au traitement par lots. Sa méthode de chargement manuel reflète cette philosophie de conception, privilégiant la flexibilité opérationnelle et la simplicité par rapport au débit élevé des systèmes continus et automatisés.

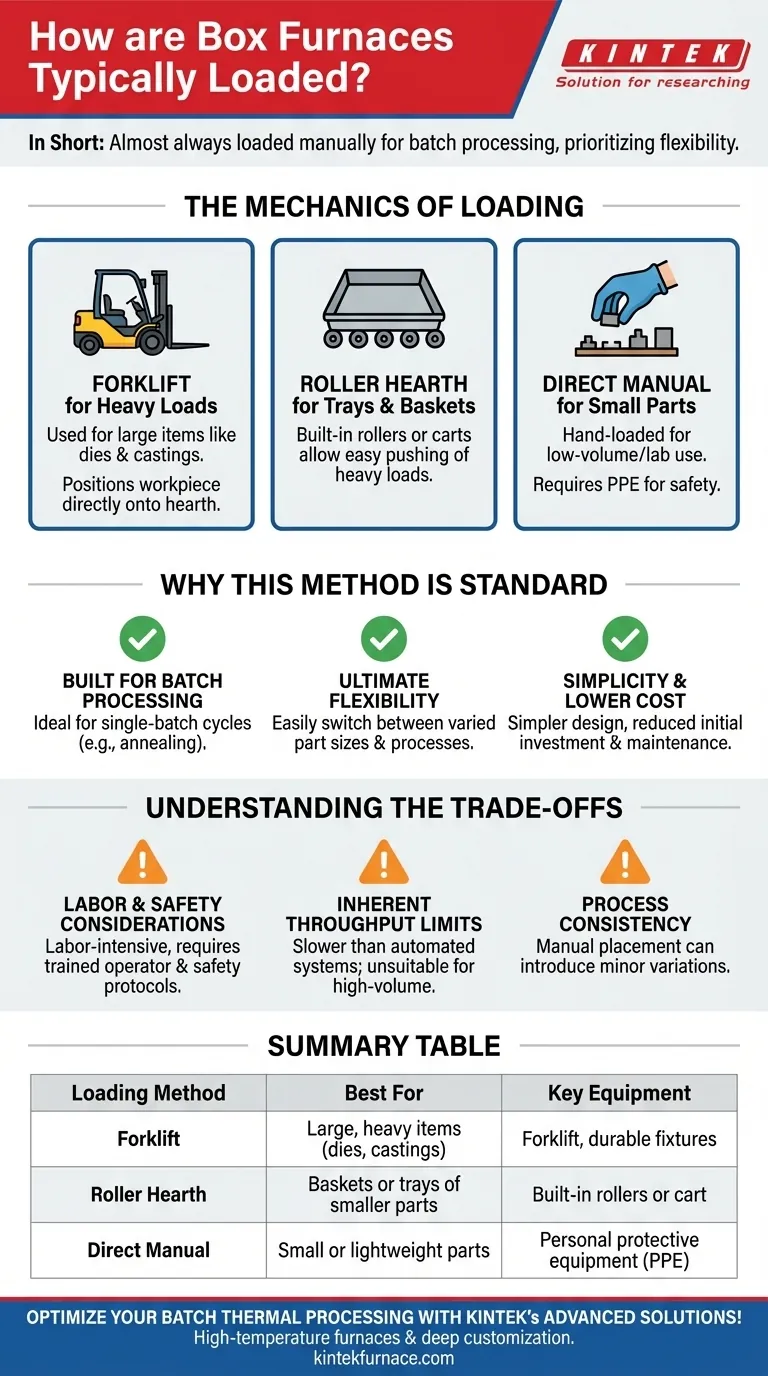
La mécanique du chargement d'un four à moufle
Comprendre comment un four à moufle est chargé révèle sa fonction opérationnelle principale. Le processus est simple et repose sur l'implication directe de l'opérateur, ce qui le rend adaptable à une large gamme de pièces et de processus.
Utilisation de chariots élévateurs pour les charges lourdes
Pour les articles grands et lourds comme les matrices, les pièces moulées ou les fabrications de grande taille, un chariot élévateur est l'outil de chargement le plus courant. L'opérateur positionne soigneusement la pièce directement sur la sole du four ou sur des dispositifs durables placés à l'intérieur. Cette méthode est simple, robuste et utilise des équipements déjà présents dans la plupart des installations industrielles.
Utilisation de soles à rouleaux pour l'efficacité
Lors du traitement de paniers ou de plateaux de petites pièces, une sole à rouleaux peut être utilisée. Il s'agit d'un ensemble de rouleaux, soit intégrés à l'entrée du four, soit sur un chariot séparé, qui permettent à un opérateur de pousser facilement une charge lourde dans la chambre de chauffage avec un minimum d'effort physique.
Placement manuel direct
Pour les très petites pièces ou les pièces légères, un opérateur peut les charger à la main. C'est courant dans les laboratoires ou pour des applications spécialisées à faible volume. Cela nécessite toujours un équipement de protection individuelle (EPI) approprié pour se protéger de la chaleur résiduelle du four.
Pourquoi cette méthode est standard
Le processus de chargement manuel n'est pas une caractéristique accidentelle ; il est fondamental au rôle du four à moufle dans le traitement thermique. C'est une conséquence directe de sa conception pour le travail par lots.
Conçu pour le traitement par lots
Un four à moufle est conçu pour traiter un lot de matière distinct à la fois. Ceci est idéal pour des applications comme le recuit, la relaxation des contraintes ou le préchauffage, où un ensemble spécifique de pièces subit un cycle thermique complet avant que le lot suivant ne soit introduit. Le chargement manuel est la méthode la plus logique et la plus rentable pour ce flux de travail.
Flexibilité ultime
Le chargement manuel offre une polyvalence inégalée. Les opérateurs peuvent facilement passer du traitement d'un seul grand composant dans un cycle à un panier de centaines de petites pièces dans le suivant. Cette adaptabilité est cruciale pour les ateliers de fabrication ou les environnements de R&D où les séries de production sont variées et imprévisibles.
Simplicité et coût réduit
Les systèmes de chargement et de déchargement automatisés sont complexes et coûteux. L'approche manuelle maintient la conception du four simple, réduisant l'investissement initial, les coûts de maintenance et minimisant les points de défaillance potentiels.
Comprendre les compromis
Bien que simple et flexible, la méthode de chargement manuel présente des limitations claires que vous devez prendre en compte pour votre opération.
Considérations relatives à la main-d'œuvre et à la sécurité
Cette méthode est gourmande en main-d'œuvre. Elle nécessite la présence d'un opérateur qualifié pour le chargement et le déchargement, ce qui a un impact sur les coûts de main-d'œuvre. Elle introduit également des considérations de sécurité liées à la manipulation d'objets lourds et à l'interaction avec des équipements à haute température.
Limites de débit inhérentes
Le chargement manuel est le principal goulot d'étranglement pour la productivité d'un four à moufle. Le processus est intrinsèquement plus lent qu'un système automatisé et continu, ce qui le rend inadapté à la fabrication à grand volume et répétitive où le temps de cycle est critique.
Cohérence du processus
Bien que généralement fiable, le placement manuel peut introduire de légères variations dans la disposition des pièces à l'intérieur du four. Cela peut potentiellement entraîner de légères incohérences dans l'exposition à la chaleur par rapport à un système robotique parfaitement reproductible.
Faire le bon choix pour votre processus
L'adéquation de la méthode de chargement d'un four à moufle dépend entièrement de vos objectifs de production.
- Si votre objectif principal est la flexibilité pour des pièces et des processus variés : Le chargement manuel d'un four à moufle est idéal pour les flux de travail par lots comme le recuit, le durcissement ou le préchauffage de matrices.
- Si votre objectif principal est une production uniforme à grand volume : Vous devriez explorer les types de fours continus, car la nature de chargement par lots d'un four à moufle ne répondra pas à vos besoins de débit.
En fin de compte, choisir un four à moufle signifie adopter un processus flexible et orienté vers les lots, où l'adaptabilité est valorisée par rapport à la vitesse automatisée.
Tableau récapitulatif :
| Méthode de chargement | Idéal pour | Équipement clé |
|---|---|---|
| Chariot élévateur | Objets grands et lourds (par exemple, matrices, pièces moulées) | Chariot élévateur, dispositifs durables |
| Sole à rouleaux | Paniers ou plateaux de petites pièces | Rouleaux intégrés ou chariot |
| Manuel direct | Petites pièces ou pièces légères | Équipement de protection individuelle (EPI) |
Optimisez votre traitement thermique par lots avec les solutions avancées de KINTEK ! En tirant parti d'une R&D exceptionnelle et d'une fabrication interne, nous fournissons à divers laboratoires des fours à haute température tels que des fours à moufle, à chambre, tubulaires, rotatifs, sous vide et sous atmosphère contrôlée, ainsi que des systèmes CVD/PECVD. Notre forte capacité de personnalisation approfondie garantit que nous répondons précisément à vos exigences expérimentales uniques. Contactez-nous dès aujourd'hui pour améliorer la flexibilité et l'efficacité de vos opérations !
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four à atmosphère contrôlée à bande maillée Four à atmosphère inerte à l'azote
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
Les gens demandent aussi
- Quelles sont les caractéristiques de sécurité intégrées dans les fours à pressage chaud sous vide ? Assurer la protection de l'opérateur et de l'équipement
- Comment un four de pressage à chaud sous vide favorise-t-il la densification dans la fabrication de composites graphite-cuivre ? Obtenir des matériaux composites supérieurs
- Quelle est la fonction principale de l'environnement sous vide dans un four de pressage à chaud sous vide lors du traitement des alliages de titane ? Prévenir la fragilisation pour une ductilité supérieure
- Quelle est l'importance de l'environnement sous vide pour le frittage de l'acier inoxydable ? Obtenez une pureté de haute densité
- Quelles sont les caractéristiques de contrôle de la température des fours de pressage à chaud sous vide ? Obtenez de la précision dans le traitement des matériaux à haute température



















