Le défaut invisible
Un ingénieur inspecte un composant fraîchement brasé sous une lumière vive. Les dimensions sont parfaites, la métallurgie saine, mais il y a une subtile décoloration sur la surface — une teinte bleutée fantomatique là où il ne devrait pas y en avoir. Le cycle s'est déroulé correctement, la température était précise, la pompe à vide a fonctionné sans faille.
Le coupable n'était pas une défaillance catastrophique. C'était un intrus invisible : l'atmosphère.
Une fuite microscopique, imperceptible à l'œil, a permis à un filet d'air de pénétrer dans la chambre. À 1000°C, ces quelques molécules d'oxygène égarées ont suffi à compromettre la pièce. C'est la bataille silencieuse et constante à laquelle tout processus à haute température est confronté.
L'attrait d'un chiffre simple
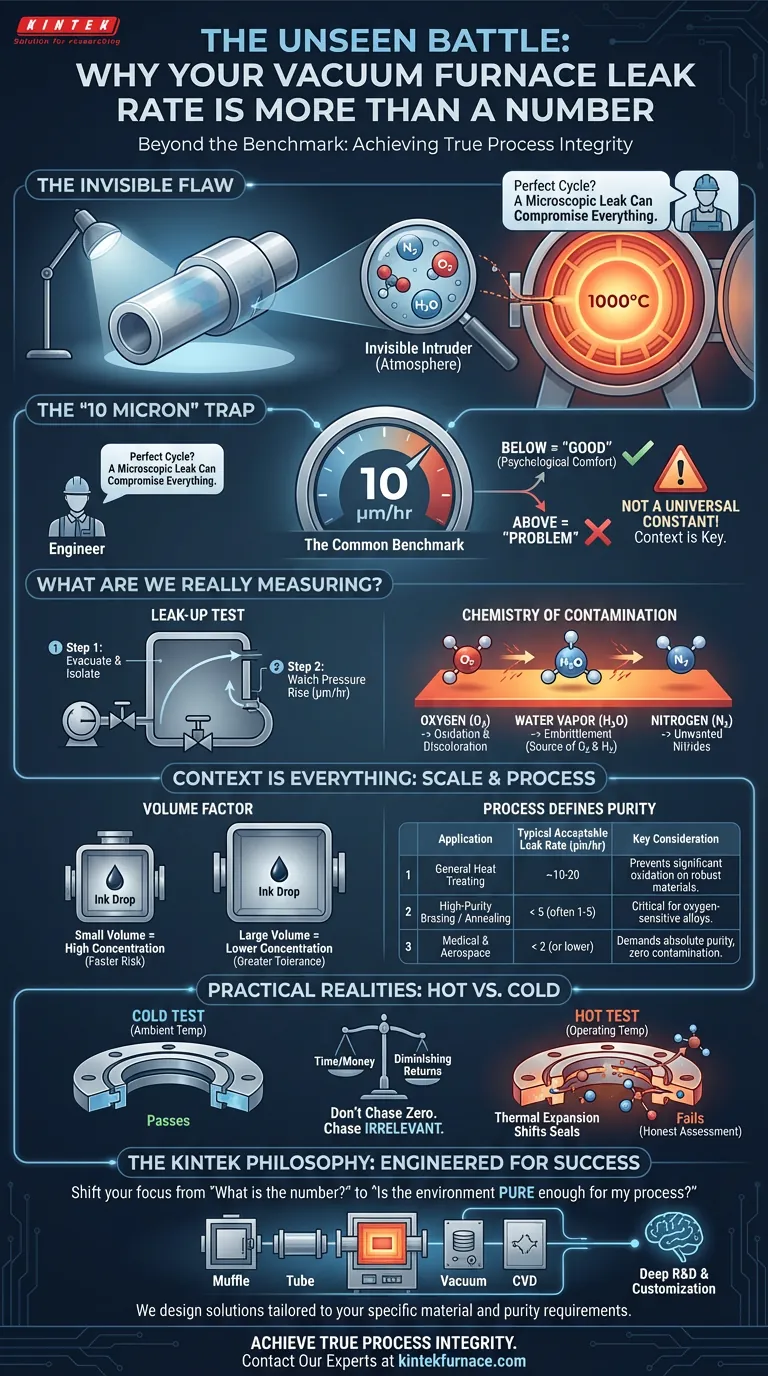
Dans le monde des fours sous vide, le chiffre que l'on entend le plus souvent est 10 microns par heure. Il est présenté comme la référence absolue pour un taux de fuite acceptable.
Nos esprits réclament ces repères simples. Ils fournissent une cible claire et mesurable dans un système complexe. Si votre four est en dessous de 10 µm/h, vous êtes "bon". S'il est au-dessus, vous avez un problème.
Mais ce confort psychologique est un piège. Un taux de fuite "bon" n'est pas une constante universelle ; c'est une variable profondément liée à votre processus spécifique. S'attacher à un seul chiffre sans en comprendre le contexte, c'est comme juger un coureur de marathon uniquement sur son rythme cardiaque, sans savoir s'il sprinte ou se repose.
Que mesurons-nous réellement ?
Lorsque nous effectuons un test de "montée en pression" (leak-up), nous ne mesurons pas seulement un changement de pression. Nous écoutons le four avouer combien du monde extérieur il laisse entrer.
Le test de montée en pression : les aveux d'une chambre
Le test est simple en principe : évacuer la chambre, l'isoler des pompes et observer la montée en pression. Le résultat, en microns par heure (µm/h), est une mesure directe de l'intégrité de la chambre. Un chiffre plus élevé signifie une brèche plus grande dans vos défenses contre l'atmosphère.
La chimie de la contamination
Cette brèche permet aux gaz atmosphériques — principalement l'azote, l'oxygène et la vapeur d'eau — de devenir des invités indésirables à une fête à haute température. Aux températures ambiantes, ils sont bénins. À la chaleur torride d'un cycle de four, ils deviennent des agents de chaos hautement réactifs.
- L'oxygène provoque l'oxydation et la décoloration.
- La vapeur d'eau est une source puissante d'oxygène et d'hydrogène, qui peut entraîner la fragilisation.
- L'azote peut former des nitrures indésirables à la surface de certains matériaux.
Pour un processus sensible comme le brasage d'un implant médical ou le recuit du titane, même une trace de cette contamination peut faire la différence entre une liaison métallurgique parfaite et une défaillance coûteuse du produit.
Le contexte est primordial : au-delà de la référence
La règle empirique de 10 µm/h s'effondre sous le poids du contexte. Ce qui est parfaitement acceptable pour un processus peut être désastreux pour un autre.
L'échelle compte : le facteur volume
Imaginez ajouter une seule goutte d'encre dans un verre d'eau par rapport à une piscine. La concentration du contaminant est très différente.
Le même principe s'applique au volume du four. Une fuite de 10 µm/h augmentera la pression partielle des contaminants beaucoup plus rapidement dans un petit four de laboratoire que dans une chambre industrielle massive. Un four plus grand peut souvent tolérer un taux de fuite numériquement plus élevé tout en maintenant la pureté requise pour le processus.
Le processus définit la pureté
Le facteur le plus critique est l'application elle-même. Les exigences de votre processus devraient être le juge ultime de votre taux de fuite.
| Application | Taux de fuite acceptable typique (µm/h) | Considération clé |
|---|---|---|
| Traitement thermique à usage général | ~10-20 | Empêche une oxydation significative sur les matériaux robustes. |
| Brasage / Recuit haute pureté | < 5 (souvent 1-5) | Critique pour les alliages sensibles à l'oxygène et les surfaces propres. |
| Composants médicaux et aérospatiaux | < 2 (ou aussi bas que possible) | Exige une pureté absolue pour éviter toute contamination. |
Si vous durcissez un simple outil en acier, 15 µm/h peut suffire. Si vous fabriquez des composants pour un satellite, ce même taux de fuite est une invitation à l'échec.
Les réalités pratiques d'une étanchéité imparfaite
Atteindre un vide parfait est un idéal théorique. En pratique, nous devons équilibrer performance et réalité.
La chasse au zéro : le point de rendements décroissants
Trouver et réparer les fuites coûte du temps et de l'argent. Viser un taux de fuite de 1 µm/h alors que votre processus n'en nécessite que 10 µm/h peut entraîner des temps d'arrêt et des coûts de maintenance excessifs sans aucune amélioration tangible de la qualité du produit. Le but n'est pas zéro fuite ; c'est un taux de fuite suffisamment bas pour être négligeable pour votre résultat.
La tromperie du chaud contre le froid
Un four peut être trompeur. Une chambre qui réussit brillamment un test de montée en pression à froid peut développer des fuites importantes à chaud. La dilatation thermique provoque le déplacement des brides, des joints et des raccords, ouvrant de nouvelles voies à l'atmosphère pour s'infiltrer. Un "test de montée en pression à chaud", effectué à la température de fonctionnement ou à proximité, fournit une évaluation beaucoup plus honnête de l'intégrité de votre four pendant un cycle réel.
D'un chiffre à une philosophie
L'objectif ultime n'est pas d'atteindre un chiffre arbitraire sur une jauge de vide. L'objectif est de produire constamment des pièces parfaites.
Changez votre façon de penser de "Quel est mon taux de fuite ?" à "Mon environnement sous vide est-il suffisamment pur pour mon processus ?" Le taux de fuite n'est qu'un outil de diagnostic, un seul point de données dans la quête plus large de l'intégrité du processus. Lorsque des décolorations, une fragilité ou d'autres problèmes de qualité apparaissent, votre taux de fuite actuel — quel que soit le chiffre — est trop élevé.
Cette philosophie exige plus qu'un four prêt à l'emploi construit selon une norme générique. Elle nécessite un système conçu en tenant compte de vos matériaux et de vos résultats spécifiques. Le véritable contrôle des processus est réalisé par la conception, où l'intégrité du four est adaptée à la sensibilité de l'application. Chez KINTEK, notre expertise réside précisément dans cette approche, fournissant des systèmes de fours Muffle, Tube, Vacuum et CVD personnalisables, soutenus par une R&D approfondie. Nous concevons et fabriquons des solutions pour répondre aux exigences de pureté précises et strictes que votre travail exige.
La bataille contre l'atmosphère se gagne non pas en poursuivant un chiffre universel, mais en créant un environnement conçu pour le succès. Si vous êtes prêt à dépasser les références et à atteindre une véritable intégrité de processus, Contactez nos experts.
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- Pourquoi vos matériaux à haute température échouent : La guerre cachée à l'intérieur de votre four
- Vos données matérielles sont-elles réelles ? Pourquoi les gradients de température sabotent vos mesures de résistivité du Cu2Se
- Le spectre de pression : pourquoi la capacité d'un four sous vide n'est pas un chiffre unique
- La logique en cascade de la sécurité : repenser le four à vide moderne
- Au-delà de la chaleur : l'art de la pureté des matériaux dans les fours sous vide



















