
L'illusion du vide
Imaginez un atelier. Un lot de pièces en acier fraîchement usinées, représentant des jours de travail, est prêt pour le traitement thermique. Le plus grand risque n'est pas la chaleur elle-même, mais l'air invisible qui les entoure. À haute température, l'oxygène devient un adversaire agressif, capable de transformer un composant de précision en un morceau de métal décalaminé et inutilisable.
La solution est souvent un « four à atmosphère sous vide partiel ». Mais ce nom crée un piège psychologique.
Le mot « vide » évoque des images du vide spatial, de l'absence totale. Nous supposons instinctivement que le but est de tout éliminer. C'est une incompréhension fondamentale. Pour ces fours, le vide n'est pas la destination ; c'est simplement le véhicule.
L'ennemi véritable : l'oxygène atmosphérique
À température ambiante, l'air est inoffensif. Mais lorsque vous chauffez un métal, vous ne modifiez pas seulement ses propriétés physiques ; vous augmentez considérablement sa réactivité chimique.
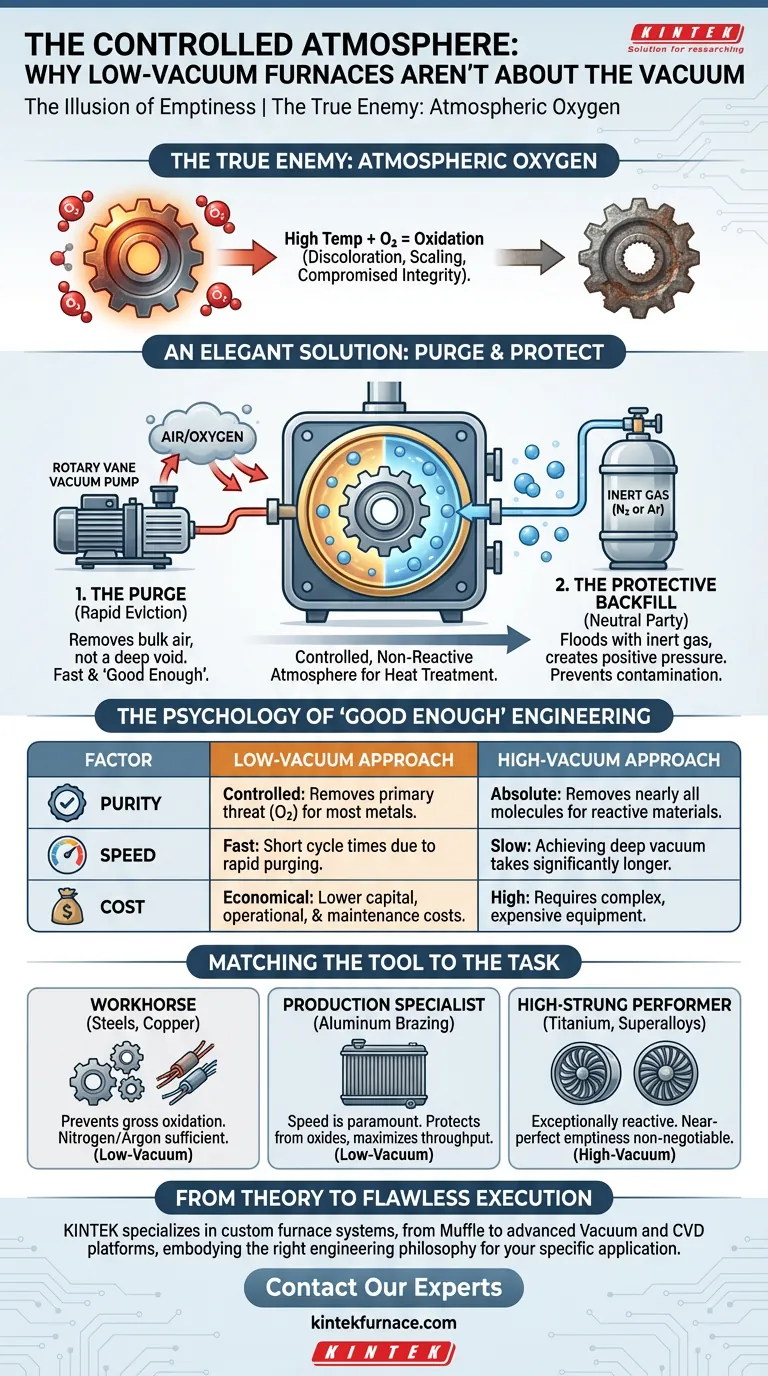
Les 21 % d'oxygène dans notre atmosphère, essentiels à la vie, deviennent un agent corrosif. Il se lie à la surface du métal, formant des oxydes. Ce processus, l'oxydation, entraîne une décoloration, un décalaminage et une finition de surface compromise qui peut ruiner l'intégrité structurelle d'un matériau.
Le défi principal du traitement thermique n'est pas seulement d'appliquer la chaleur uniformément. Il s'agit de créer un espace chimiquement sûr pour que le matériau subisse sa transformation.
Une solution élégante : purger et protéger
Au lieu d'essayer d'atteindre un vide parfait et coûteux, le four sous vide partiel emploie une brillante stratégie en deux étapes. C'est une danse pragmatique de retrait et de remplacement.
Étape 1 : La purge
Une pompe à vide mécanique, généralement une pompe à palettes rotative robuste, entre en jeu. Son rôle n'est pas de créer un vide profond, mais d'effectuer une évacuation rapide, éliminant ainsi la grande majorité de l'air, et avec elle, l'oxygène. Ce pompage est rapide précisément parce qu'il n'a pas besoin d'être parfait. Il suffit qu'il soit suffisamment bon.
Étape 2 : Le remplissage protecteur
Une fois la chambre purgée, le travail de la pompe à vide est terminé. Le système introduit ensuite un tiers neutre : un gaz inerte, le plus souvent de l'azote ou de l'argon. Ce gaz inonde la chambre, la ramenant à une légère pression positive.
C'est dans cette atmosphère contrôlée et non réactive que se déroule le véritable travail de traitement thermique. La pression positive agit comme une mesure de sécurité finale, garantissant qu'aucun air extérieur ne puisse s'infiltrer et contaminer le processus.
La psychologie de l'ingénierie du « suffisamment bon »
Choisir un four à atmosphère sous vide partiel n'est pas un compromis ; c'est une décision stratégique fondée sur la compréhension du principe de rendements décroissants. Il représente une philosophie où l'objectif n'est pas la perfection absolue, mais l'efficacité optimale pour une tâche spécifique.
Cette approche équilibre trois facteurs critiques :
| Facteur | Approche du four à atmosphère sous vide partiel | Approche du four sous vide poussé |
|---|---|---|
| Pureté | Contrôlée : Élimine la menace principale (oxygène) pour la plupart des métaux. | Absolue : Élimine presque toutes les molécules pour les matériaux réactifs. |
| Vitesse | Rapide : Les temps de cycle sont courts grâce à une purge rapide. | Lent : Atteindre un vide poussé prend beaucoup plus de temps. |
| Coût | Économique : Coûts de capital, d'exploitation et de maintenance plus faibles. | Élevé : Nécessite un équipement plus complexe et plus coûteux. |
Le système sous vide partiel n'est pas un four sous vide poussé « inférieur ». C'est un outil différent, conçu pour un ensemble de problèmes différent, et souvent plus courant.
Adapter l'outil à la tâche
Cette compréhension est cruciale pour appliquer la technologie correctement. Le choix dépend entièrement de la sensibilité du matériau.
-
Le cheval de bataille (par exemple, aciers, cuivre) : Pour la plupart des métaux courants, l'objectif principal est simplement d'éviter une oxydation grossière. L'atmosphère d'azote ou d'argon dans un système sous vide partiel est plus que suffisante, offrant une protection robuste avec la vitesse nécessaire à la production.
-
Le spécialiste de la production (par exemple, brasage de l'aluminium) : Dans les applications à haut volume comme le brasage automobile, la vitesse est primordiale. Un cycle de purge et de remplissage sous vide partiel offre la protection nécessaire contre les oxydes tout en maximisant le débit.
-
Le performeur très sensible (par exemple, titane, superalliages) : Ces matériaux sont exceptionnellement réactifs. Même des traces d'oxygène ou d'azote résiduelles peuvent provoquer une fragilisation et une défaillance catastrophique. Pour eux, le vide quasi parfait d'un four sous vide poussé est non négociable.
De la théorie à l'exécution sans faille
Faire le bon choix, c'est plus que simplement lire une fiche technique ; il s'agit de comprendre les besoins chimiques et opérationnels profonds de votre processus. Vous avez besoin d'un système conçu non seulement pour une température, mais pour un matériau et un flux de travail.
C'est là que la conception et la fabrication expertes deviennent essentielles. Chez KINTEK, nous sommes spécialisés dans la construction de systèmes de fours – des fours à moufle et à tube aux plateformes avancées de vide et CVD – qui incarnent la philosophie d'ingénierie appropriée à votre application spécifique. Notre capacité de personnalisation approfondie garantit que le système que vous recevez est parfaitement adapté à vos matériaux, que vous ayez besoin de l'efficacité pragmatique d'une atmosphère contrôlée ou de la pureté absolue d'un vide poussé.
Pour un système adapté non seulement à vos matériaux, mais aussi à votre philosophie opérationnelle, Contactez nos experts.
Guide Visuel
Produits associés
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de frittage sous vide pour traitement thermique Four de frittage sous vide pour fil de molybdène
- 2200 ℃ Four de traitement thermique sous vide en graphite
- Four de traitement thermique et de frittage par induction sous vide 600T
Articles associés
- Pourquoi vos pièces frittées échouent : Il ne s'agit pas seulement de chaleur, mais de pression et de pureté
- Pourquoi vos électrodes électrochromes échouent lors du frittage — et comment le contrôle du vide restaure la transparence
- La physique de l'absence : comment les fours à vide forgent des métaux supérieurs
- Pourquoi vos pièces en Ti-6Al-4V se fissurent sous pression — La science cachée du traitement thermique sous vide
- Pourquoi vos pièces en acier maraging imprimées en 3D ne sont pas performantes — et comment corriger la faiblesse structurelle



















