
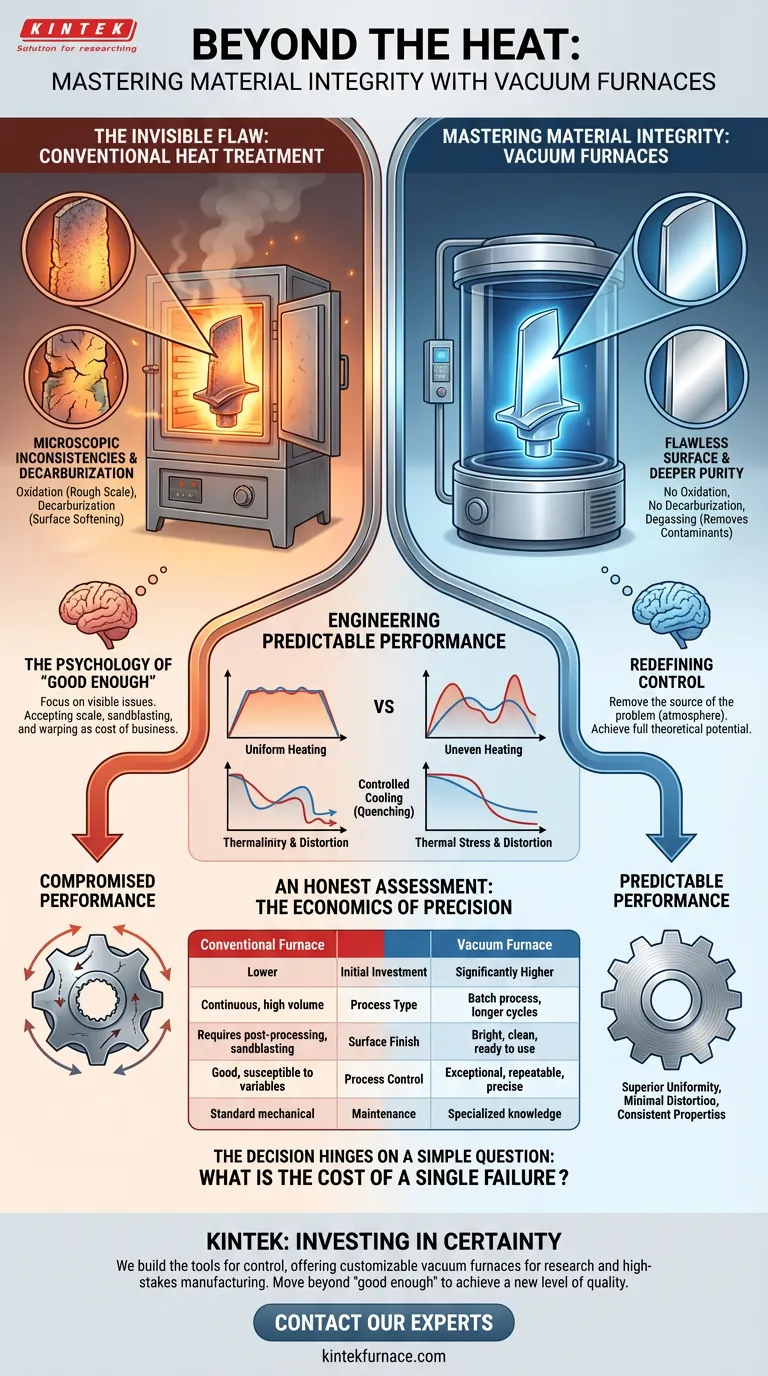
Le défaut invisible
Imaginez un ingénieur aérospatial inspectant une aube de turbine critique pour une mission. Elle semble parfaite. Les dimensions sont précises. Mais au plus profond de la surface du métal, un processus invisible a déjà commencé. Lors de son traitement thermique conventionnel, l'oxygène a réagi avec l'alliage surchauffé, créant des inconsistances microscopiques et une surface légèrement décarburée.
Ce n'est pas une défaillance spectaculaire. C'est un compromis silencieux. Une petite vulnérabilité cachée qui peut s'aggraver sous des contraintes extrêmes.
Ce scénario révèle une vérité fondamentale en métallurgie : les batailles les plus importantes sont souvent menées contre un ennemi invisible, l'atmosphère elle-même.
La psychologie du "suffisamment bon"
Pendant des décennies, les fours à atmosphère traditionnels ont été les piliers de la fabrication. Ils sont efficaces et relativement peu coûteux. Les effets secondaires - la calamine d'oxyde, la nécessité de sablage, un certain pourcentage de pièces perdues à cause de la déformation - sont souvent acceptés comme le coût de l'activité.
C'est un biais psychologique puissant. Nous avons tendance à nous concentrer sur la résolution de problèmes visibles (comme le meulage de la calamine) plutôt que sur la prévention de ceux qui sont invisibles (comme la préservation de la chimie de surface intrinsèque du matériau).
Le traitement thermique sous vide remet en question cette acceptation du compromis. Il fonctionne selon une philosophie différente : et si vous pouviez éliminer entièrement la source du problème ?
Redéfinir le contrôle : Éliminer l'atmosphère
En effectuant le processus de traitement thermique dans un vide quasi parfait, nous ne faisons pas que chauffer le métal. Nous créons un environnement idéal où le matériau peut atteindre son plein potentiel théorique, exempt d'interférences atmosphériques.
La physique d'une surface impeccable
Dans un four traditionnel, l'oxygène est l'ennemi d'une finition propre. Il provoque :
- Oxydation : La formation d'une couche de calamine rugueuse et décolorée sur la surface de la pièce.
- Décarburation : La perte de carbone à la surface des alliages d'acier, les rendant plus mous et plus faibles que prévu.
Un environnement sous vide est pratiquement exempt de réactifs. Cette solution simple et élégante empêche complètement ces problèmes, préservant ainsi l'intégrité du matériau.
La valeur économique d'une finition brillante
Les pièces sortent d'un four sous vide avec une finition brillante, propre, souvent miroir. Ce n'est pas seulement un avantage esthétique ; c'est un avantage économique direct.
- Pas de nettoyage secondaire : Élimine les étapes coûteuses et chronophages comme le sablage, le décapage chimique ou le meulage.
- Pas de perte de matière : Le post-traitement peut enlever de la matière de surface, modifiant potentiellement des dimensions précises. Le traitement sous vide évite cela.
Dégazage : Une forme de pureté plus profonde
Le vide ne fait pas que prévenir la contamination ; il nettoie activement la pièce. Il extrait les contaminants volatils et les gaz piégés (comme l'hydrogène) de l'intérieur même du matériau. Cet effet de dégazage crée une surface métallurgiquement plus pure, ce qui est essentiel pour des applications telles que le brasage à haute résistance ou les implants médicaux où la liaison est primordiale.
De la surface à la substance : Ingénierie de performances prévisibles
Une surface impeccable est le signe d'un processus bien contrôlé. Ce contrôle s'étend en profondeur dans la structure du matériau, se traduisant par des propriétés mécaniques supérieures et, surtout, *prévisibles*.
La recherche de l'uniformité
Les fours sous vide excellent dans le chauffage uniforme. Sans courants d'air créant des points chauds et froids, chaque partie d'un composant - des bords fins au cœur épais - atteint la température à la même vitesse. Cette uniformité est cruciale pour obtenir une structure de grain cohérente et une dureté prévisible.
Gagner la guerre contre la déformation
Le refroidissement contrôlé (trempe) est aussi important que le chauffage. Les fours sous vide utilisent souvent une trempe à gaz inerte sous haute pression. Cette méthode est beaucoup moins sévère que de plonger une pièce chaude dans de l'huile ou de l'eau, réduisant considérablement les contraintes thermiques.
Le résultat est une déformation et un gauchissement minimaux. Pour les engrenages complexes de haute précision ou les moules complexes, cela signifie des pièces qui répondent aux spécifications du premier coup, à chaque fois.
Une évaluation honnête : L'économie de la précision
Bien que ses avantages soient clairs, le traitement thermique sous vide est un choix stratégique, pas un remplacement universel. Il représente un investissement délibéré dans la qualité plutôt que dans le volume pur.
| Considération | Four conventionnel | Four sous vide |
|---|---|---|
| Investissement initial | Plus bas | Significativement plus élevé |
| Type de processus | Souvent continu, adapté au gros volume | Processus par lots, temps de cycle plus longs |
| Finition de surface | Nécessite un post-traitement (ex: sablage) | Brillante, propre et prête à l'emploi |
| Contrôle du processus | Bon, mais susceptible aux variables atmosphériques | Exceptionnel, hautement reproductible et précis |
| Maintenance | Mécanique et électrique standard | Connaissances spécialisées pour les pompes, les joints et les commandes |
La décision repose sur une question simple : quel est le coût d'une seule défaillance ?
Pour les pièces non critiques à grand volume, un four traditionnel peut être la solution la plus rentable. Mais pour les composants où la performance est non négociable - dans l'aérospatiale, les dispositifs médicaux ou les outils haute performance - la précision et la prévisibilité d'un environnement sous vide sont essentielles.
C'est un investissement dans la certitude. Il s'agit d'éliminer par ingénierie les défauts invisibles que les processus traditionnels acceptent comme inévitables. Avec un système avancé, vous gagnez le contrôle sur les propriétés fondamentales de vos matériaux. Chez KINTEK, nous construisons les outils pour ce contrôle, offrant une gamme de fours sous vide personnalisables conçus pour les exigences uniques de la recherche et de la fabrication à enjeux élevés.
Si vous êtes prêt à dépasser le "suffisamment bon" et à atteindre un nouveau niveau de qualité et de performance, nous pouvons vous aider à construire la bonne solution. Contactez nos experts
Guide Visuel
Produits associés
- Four de pressage à chaud sous vide Machine Four à tube de pressage sous vide chauffé
- Four de pressage à chaud sous vide Machine de pressage sous vide chauffée
- Four de traitement thermique et de frittage par induction sous vide 600T
- 2200 ℃ Four de traitement thermique et de frittage sous vide au tungstène
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
Articles associés
- Vos données matérielles sont-elles réelles ? Pourquoi les gradients de température sabotent vos mesures de résistivité du Cu2Se
- Patience vs. Puissance : Choisir entre fours à vide à paroi chaude et à paroi froide
- Le spectre de pression : pourquoi la capacité d'un four sous vide n'est pas un chiffre unique
- Au-delà de la chaleur : l'art de la pureté des matériaux dans les fours sous vide
- La physique de la perfection : comment les fours sous vide éliminent l'incertitude métallurgique



















