Le chauffage par induction atteint une précision exceptionnelle car il traite la génération de chaleur comme un paramètre électrique programmable, et non comme un processus thermique externe. En ajustant précisément le courant, la fréquence et la durée d'un champ électromagnétique, vous obtenez un contrôle direct et instantané sur l'endroit où la chaleur est générée à l'intérieur d'un matériau conducteur, la profondeur de sa pénétration et la vitesse à laquelle la température cible est atteinte.
L'avantage principal de l'induction est sa capacité à générer de la chaleur directement à l'intérieur de la pièce elle-même. Cela élimine le décalage thermique et les inefficacités des sources de chaleur externes comme les flammes ou les fours, permettant un niveau de vitesse, de localisation et de répétabilité inégalé par les méthodes conventionnelles.
La physique de la précision : comment fonctionne l'induction
Pour comprendre pourquoi l'induction est si précise, vous devez d'abord comprendre son mécanisme fondamental. Contrairement à un four qui chauffe l'air autour d'une pièce, l'induction fait de la pièce sa propre source de chaleur.
Principe 1 : Génération de chaleur interne directe
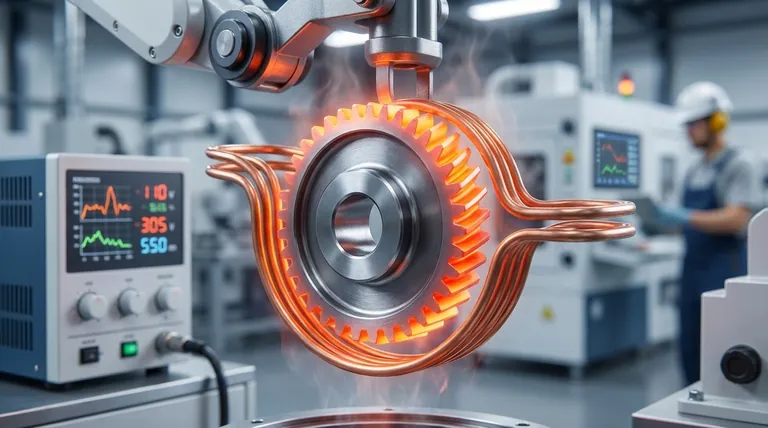
Un appareil de chauffage par induction utilise un courant alternatif circulant dans une bobine de cuivre pour créer un champ magnétique puissant et oscillant. Lorsqu'une pièce conductrice (comme l'acier) est placée dans ce champ, elle induit des courants électriques — connus sous le nom de courants de Foucault — à circuler à l'intérieur du matériau.
La résistance naturelle du matériau à la circulation de ces courants de Foucault génère une chaleur instantanée et localisée, un phénomène appelé l'effet Joule. Il n'y a pas de flamme externe ni d'élément chauffant ; la chaleur naît directement à l'intérieur de la pièce.
Principe 2 : Fourniture d'énergie précise via le contrôle électrique
Ce mécanisme de chauffage interne est régi par des lois électriques prévisibles, vous donnant trois leviers de contrôle principaux.
- Courant et puissance : L'amplitude du courant dans la bobine dicte la force du champ magnétique. Un réglage de puissance plus élevé augmente le taux de fourniture d'énergie, permettant un chauffage extrêmement rapide.
- Fréquence : La fréquence du courant alternatif est le paramètre le plus critique pour la précision. Elle contrôle la profondeur de pénétration de la chaleur en raison d'un principe appelé l'effet de peau. Les fréquences plus élevées confinent les courants de Foucault à une très fine couche à la surface, ce qui est idéal pour la cémentation. Les fréquences plus basses permettent à la chaleur de pénétrer plus profondément dans la pièce.
- Temps : La durée pendant laquelle le champ magnétique est appliqué détermine l'énergie totale absorbée par la pièce et, par conséquent, sa température finale. Les systèmes modernes contrôlent cela avec une précision de l'ordre de la milliseconde.
Principe 3 : Zones de chaleur ciblées via la géométrie de la bobine
La précision de l'induction n'est pas seulement électrique ; elle est aussi physique. La forme et la proximité de la bobine d'induction dictent la forme du champ magnétique.
Cela signifie que vous pouvez concevoir une bobine qui reflète précisément la géométrie de la zone que vous souhaitez chauffer. Vous pouvez chauffer les dents d'un engrenage tout en laissant le moyeu froid, ou chauffer une bande étroite sur un arbre pour un ajustement par frettage sans affecter le reste du composant.
Transformer le contrôle en excellence manufacturière
Cette combinaison de contrôle électrique et physique offre des avantages tangibles dans les environnements de fabrication haute performance.
Répétabilité inégalée
Parce que le processus est défini par des variables électriques stables (volts, ampères, Hz) et le temps, il est exceptionnellement répétable. Une fois qu'un profil de chauffage est établi, le système peut l'exécuter des milliers de fois sans pratiquement aucune déviation, garantissant une qualité constante de la première à la dernière pièce.
Traitement thermique localisé
La capacité de chauffer seulement une partie spécifique d'un composant est un avantage transformateur. Cela minimise le gaspillage d'énergie et, plus important encore, réduit la distorsion et le gauchissement des pièces en laissant la majeure partie du matériau froide et structurellement non affectée.
Cycles de chauffage et de refroidissement rapides
L'induction peut amener une surface métallique à sa température cible en quelques secondes. Cette vitesse n'est pas seulement pour l'efficacité ; elle permet des transformations métallurgiques, telles que la création d'une structure martensitique à grains fins dans l'acier, qui sont difficiles ou impossibles à réaliser avec la lente inertie thermique d'un four.
Comprendre les compromis et les considérations
Bien que puissante, l'induction n'est pas une solution universelle. Atteindre sa précision nécessite une compréhension claire de ses exigences opérationnelles.
Le rôle critique de la conception de la bobine
Le mantra du chauffage par induction est "la bobine est la clé". La précision du processus dépend entièrement d'une bobine correctement conçue et fabriquée. Chaque géométrie de pièce unique nécessite souvent une bobine personnalisée, ce qui représente un investissement important en ingénierie et en outillage.
Dépendance matérielle
Le chauffage par induction ne fonctionne que sur les matériaux électriquement conducteurs. Son efficacité varie considérablement en fonction de la résistivité du matériau et, pour les matériaux magnétiques comme l'acier au carbone, de sa perméabilité magnétique. Il est inefficace pour chauffer les isolants comme les céramiques ou la plupart des polymères sans l'utilisation d'un suscepteur conducteur.
Coût initial du système
L'investissement initial en capital pour une alimentation haute fréquence, un système de refroidissement et un travail de bobine personnalisé peut être considérablement plus élevé que pour un simple four à gaz ou un chalumeau. Le retour sur cet investissement est réalisé grâce à un débit plus élevé, une qualité supérieure, une réduction des rebuts et une consommation d'énergie par pièce inférieure.
L'induction est-elle le bon choix pour votre application ?
Le choix de la bonne technologie de chauffage dépend entièrement de votre objectif de fabrication spécifique.
- Si votre objectif principal est la trempe superficielle à grand volume et répétable : L'induction est le choix supérieur en raison de sa vitesse, de son contrôle précis de la profondeur via la fréquence et de la cohérence d'une pièce à l'autre.
- Si votre objectif principal est l'assemblage de montages complexes (brasage/soudage) : Le chauffage localisé par induction minimise le risque de dommages thermiques aux composants sensibles à proximité.
- Si votre objectif principal est le traitement thermique en vrac ou la relaxation des contraintes de grandes pièces simples : Un four à lot conventionnel peut être une solution plus pratique et plus rentable.
- Si vous traitez des matériaux non conducteurs : L'induction n'est pas une solution directe et nécessiterait d'explorer d'autres technologies ou d'utiliser un suscepteur conducteur.
En fin de compte, l'adoption du chauffage par induction signifie changer votre perspective de la gestion de la température à la programmation de l'énergie.
Tableau récapitulatif :
| Paramètre de contrôle clé | Impact sur la précision | Idéal pour |
|---|---|---|
| Fréquence | Contrôle la profondeur de pénétration de la chaleur (effet de peau) | Trempe superficielle, contrôle de la profondeur de cémentation |
| Puissance et courant | Détermine le taux de fourniture d'énergie et la vitesse de chauffage | Cycles de chauffage rapides, débit élevé |
| Géométrie de la bobine | Définit la forme et l'emplacement de la zone de chaleur | Chauffage ciblé de géométries de pièces complexes |
| Temps | Régit l'énergie totale absorbée et la température finale | Profils de température précis, cycles répétables |
Prêt à programmer la précision dans votre processus de fabrication ?
Chez KINTEK, nous tirons parti de notre R&D exceptionnelle et de nos capacités de fabrication internes pour fournir des solutions avancées de traitement thermique. Notre expertise en technologie de fours à haute température s'étend aux systèmes de chauffage par induction de précision.
Que votre application nécessite une trempe superficielle rapide, un brasage localisé ou un traitement thermique complexe, notre équipe peut vous aider à exploiter la puissance de la fourniture d'énergie directe et programmable. Nous sommes spécialisés dans le développement de solutions sur mesure pour répondre aux exigences uniques des environnements de fabrication haute performance.
Contactez KINTEK dès aujourd'hui pour discuter de la façon dont nos solutions de chauffage de précision peuvent améliorer votre répétabilité, réduire la distorsion et augmenter votre efficacité de production.
Guide Visuel

Produits associés
- Four de traitement thermique et de frittage par induction sous vide 600T
- Four de fusion à induction sous vide et four de fusion à arc
- Four rotatif électrique Petit four rotatif à fonctionnement continu pour le chauffage de l'usine de pyrolyse
- Machine à four tubulaire CVD à zones de chauffage multiples pour équipement de dépôt chimique en phase vapeur
- Four de traitement thermique sous vide avec revêtement en fibre céramique
Les gens demandent aussi
- Quels sont les avantages de l'utilisation d'un four de frittage par pressage à chaud sous vide pour la préparation de composites à matrice d'aluminium SiCw/2024 ? Obtenir des matériaux aérospatiaux haute performance
- Comment l'environnement sous vide d'un four de frittage parPressage à chaud sous vide protège-t-il les céramiques contenant du chrome ? Découvrez-le.
- Quelle est la valeur de traitement fondamentale d'un four de frittage par pressage à chaud sous vide ? Maîtriser la densité de l'alliage de magnésium AZ31
- Quels sont les principaux avantages des fours de frittage sous presse à chaud sous vide ? Obtenez une densité et une pureté supérieures des matériaux
- Comment la méthode de refroidissement du four protège-t-elle les revêtements CoCrFeNi(Cu) après le frittage par pressage à chaud sous vide ? Prévenir la fissuration et l'oxydation pour des performances supérieures





