En substance, le trempage au gaz est un processus de traitement thermique qui refroidit rapidement les pièces en acier chauffées à l'aide d'un jet de gaz à haute pression pour obtenir des propriétés spécifiques de dureté et de résistance. Contrairement aux méthodes traditionnelles qui immergent les pièces dans l'huile ou l'eau, le trempage au gaz offre une alternative très contrôlée et plus propre, modifiant fondamentalement le profil de risque de déformation et la qualité des pièces.
Le trempage au gaz échange la puissance de refroidissement brute des liquides contre un contrôle de processus inégalé. Cela en fait le choix supérieur pour les composants de grande valeur et sensibles aux dimensions, mais limite son utilisation aux aciers présentant une trempabilité suffisante.

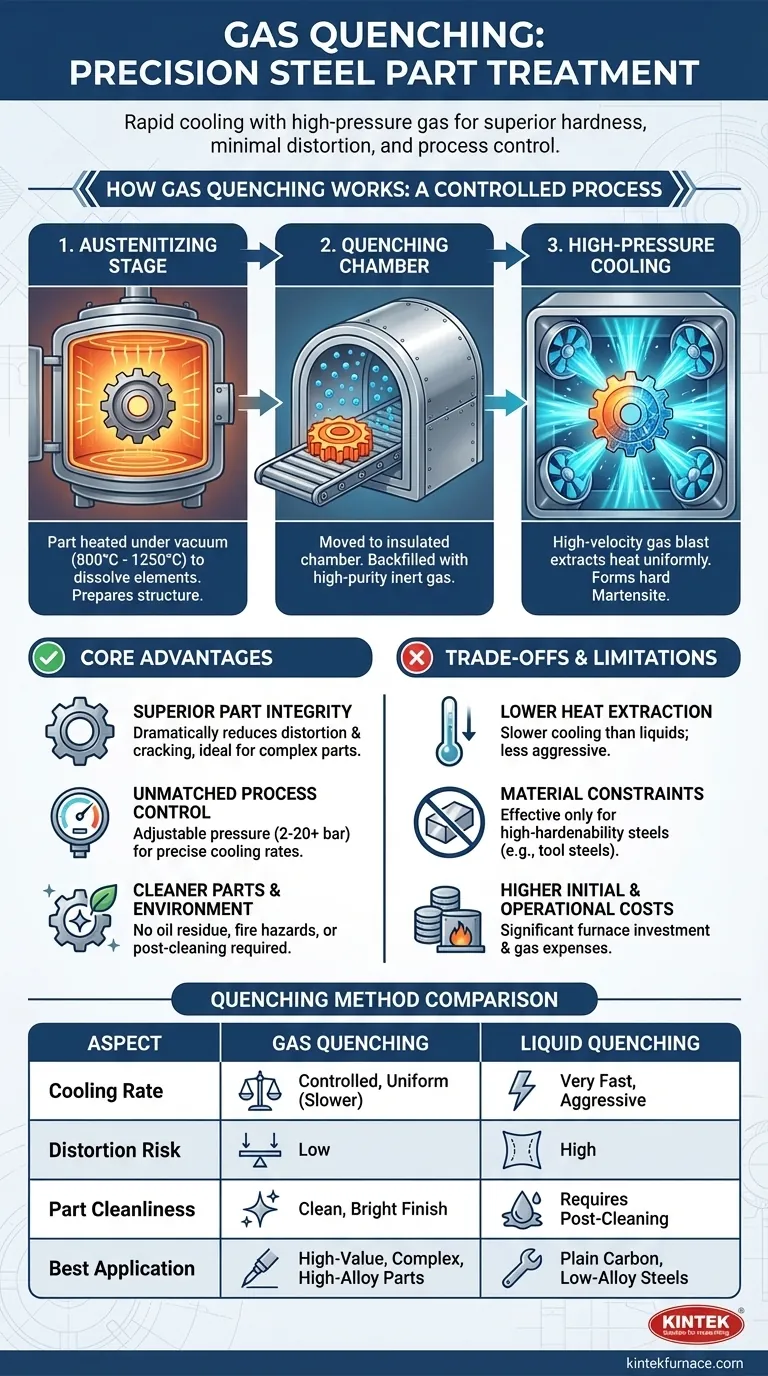
Comment fonctionne le trempage au gaz : un processus contrôlé
Le trempage au gaz est presque toujours effectué à l'intérieur d'un four sous vide, ce qui fournit un environnement pur et contrôlé du début à la fin. Le processus suit une séquence précise.
L'étape d'austénitisation
Tout d'abord, la pièce en acier est chauffée sous vide à une température critique spécifique, généralement entre 800°C et 1250°C. Cette étape, connue sous le nom d'austénitisation, dissout le carbone et les éléments d'alliage dans une solution solide uniforme, transformant la structure cristalline de l'acier et la préparant à la trempe.
La chambre de trempe
Une fois que la pièce a été complètement "trempée" à sa température d'austénitisation, elle est déplacée vers une chambre de refroidissement isolée. La chambre est ensuite réalimentée avec un gaz inerte de haute pureté sous une pression contrôlée.
Refroidissement à haute pression
Des turbines ou des ventilateurs à haute vitesse projettent le gaz de trempe sur la pièce sous toutes les directions. Ce refroidissement par convection extrait la chaleur rapidement et uniformément, forçant la structure interne de l'acier à se transformer en martensite, une phase cristalline très dure et résistante. La vitesse de refroidissement est gérée avec précision en ajustant le type de gaz, la pression et la vitesse d'écoulement.
Les avantages fondamentaux de l'utilisation du gaz
Choisir le gaz plutôt qu'un liquide comme l'huile ou l'eau est une décision d'ingénierie délibérée dictée par le besoin de précision et de qualité de la pièce.
Intégrité supérieure de la pièce
Étant donné que le refroidissement par gaz est plus uniforme et moins violent que l'immersion dans un liquide, il réduit considérablement le choc thermique. Il en résulte beaucoup moins de déformation, de gauchissement et de fissuration, ce qui est essentiel pour les géométries complexes, les pièces à parois minces ou les composants soumis à des tolérances dimensionnelles strictes.
Contrôle de processus inégalé
La pression du gaz, qui peut varier de 2 à 20 bars ou plus, est facilement et précisément réglable. Cela permet aux traiteurs thermiques d'ajuster finement la vitesse de refroidissement pour correspondre à l'alliage d'acier spécifique et à l'épaisseur de la pièce, obtenant ainsi les propriétés métallurgiques souhaitées sans surcharger le composant.
Pièces et environnement plus propres
Les pièces trempées au gaz sortent du four propres, brillantes et sans résidus. Cela élimine la nécessité d'opérations de nettoyage post-trempe coûteuses et laborieuses requises pour éliminer l'huile. Cela supprime également les risques d'incendie, les émanations d'huile et la nécessité d'éliminer les liquides de trempe usagés.
Comprendre les compromis et les limites
Bien que puissant, le trempage au gaz n'est pas une solution universelle. Son efficacité est régie par un ensemble clair de compromis physiques et économiques.
Taux d'extraction de chaleur plus faible
La principale limite du gaz est sa conductivité thermique inférieure par rapport aux liquides. Même à haute pression, le gaz ne peut tout simplement pas extraire la chaleur d'une pièce aussi agressivement que l'huile ou l'eau.
Contraintes liées au matériau et à la trempabilité
Cette puissance de refroidissement inférieure signifie que le trempage au gaz n'est efficace que pour les aciers à haute trempabilité. Il s'agit généralement d'aciers à outils trempables à l'air ou d'aciers hautement alliés conçus pour durcir avec des vitesses de refroidissement plus lentes. Il est généralement inapproprié pour les aciers au carbone simples ou faiblement alliés, qui nécessitent une trempe très rapide pour former de la martensite.
Limites de taille et d'épaisseur des pièces
Le taux d'extraction de chaleur plus faible limite également l'épaisseur de coupe transversale maximale qui peut être durcie efficacement. Le cœur d'une pièce très épaisse peut refroidir trop lentement, ne parvenant pas à atteindre la dureté requise, même si la surface durcit correctement.
Coûts initiaux et opérationnels plus élevés
Les fours sous vide capables de trempage au gaz à haute pression représentent un investissement en capital important. De plus, le coût des gaz de haute pureté comme l'azote, l'hélium ou l'argon s'ajoute aux dépenses opérationnelles par rapport aux huiles de trempe moins chères.
Faire le bon choix pour votre objectif
La décision entre le trempage au gaz et le trempage liquide dépend entièrement du matériau de la pièce, de sa complexité et des exigences finales.
- Si votre objectif principal est de minimiser la déformation sur des pièces complexes de grande valeur : Le trempage au gaz est le choix définitif pour préserver la précision dimensionnelle.
- Si votre objectif principal est de durcir des aciers à outils trempables à l'air ou des matériaux hautement alliés : Le trempage au gaz offre la combinaison idéale de vitesse de refroidissement et de contrôle pour ces matériaux.
- Si votre objectif principal est la rentabilité pour les aciers faiblement alliés ou au carbone simples : Le trempage liquide traditionnel reste la méthode la plus pratique et la plus efficace.
En fin de compte, comprendre ces compromis vous permet de sélectionner le processus qui offre les performances requises sans compromettre l'intégrité de votre composant.
Tableau récapitulatif :
| Aspect | Trempage au gaz | Trempage liquide traditionnel |
|---|---|---|
| Milieu de refroidissement | Gaz inerte à haute pression (ex. : azote, hélium) | Huile ou eau |
| Vitesse de refroidissement | Contrôlée et uniforme, plus lente que les liquides | Très rapide et agressive |
| Risque de déformation | Faible en raison de la réduction du choc thermique | Élevé, peut provoquer un gauchissement et des fissures |
| Propreté des pièces | Finition propre et brillante, sans résidus | Nécessite un nettoyage après trempe pour éliminer l'huile |
| Matériaux appropriés | Aciers à haute trempabilité (ex. : aciers à outils) | Aciers au carbone simples et faiblement alliés |
| Coût | Coûts initiaux et opérationnels plus élevés | Plus rentable pour certaines applications |
Optimisez le traitement de vos pièces en acier avec les solutions de fours à haute température avancées de KINTEK ! Grâce à une R&D exceptionnelle et à une fabrication en interne, nous fournissons divers laboratoires avec des systèmes sur mesure tels que des fours sous vide et à atmosphère, ainsi que des systèmes CVD/PECVD. Notre forte capacité de personnalisation approfondie garantit une correspondance précise avec vos besoins expérimentaux uniques, que ce soit pour le trempage au gaz ou d'autres processus. Contactez-nous dès aujourd'hui pour améliorer l'intégrité des pièces, obtenir une dureté supérieure et rationaliser vos flux de travail de traitement thermique !
Guide Visuel
Produits associés
- Four à atmosphère contrôlée d'azote inerte 1200℃
- Four de frittage sous vide à traitement thermique avec pression pour le frittage sous vide
- Four de frittage et de brasage pour traitement thermique sous vide
- Petit four de traitement thermique sous vide et de frittage de fils de tungstène
- Four à moufle à haute température pour le déliantage et le pré-frittage en laboratoire
Les gens demandent aussi
- Pourquoi un écoulement d'atmosphère uniforme est-il important dans un four à atmosphère contrôlée ? Assurer des résultats constants et éviter des défaillances coûteuses
- Quelles sont les considérations opérationnelles pour un four à atmosphère contrôlée ? Facteurs clés pour le traitement des matériaux
- Comment un four sous vide ou à atmosphère contrôlée facilite-t-il les expériences de goutte sessile ? Optimiser l'analyse de la mouillabilité des alliages
- Quels rôles jouent un four à atmosphère contrôlée et un bac de trempe à l'huile dans le traitement thermique de l'acier AISI 5140 ?
- Quels sont les avantages d'un four à atmosphère contrôlée par rapport aux fours tubulaires ? Contrôle supérieur du processus pour les matériaux sensibles



















